5 digitalizzazione a passate contigue, 5 digitalizzazione a passat e contigue – HEIDENHAIN TNC 426 (280 462) Manuale d'uso
Pagina 290
281
HEIDENHAIN TNC 426
13.5 Digitalizzazione a passate contigue
■
Sistema di tastatura digitale: ciclo di digitalizzazione 7 LINEE
ISOMETRICHE
■
Sistema di tastatura continuo: ciclo di digitalizzazione 17
LINEE ISOMETRICHE
Con il ciclo di digitalizzazione RIGA i contorni 3D vengono digitalizzati
a passate contigue.
Con il tastatore continuo questo ciclo di digitalizzazione viene
utilizzato principalmente per la digitalizzazione con un asse di
rotazione. Vedere ”Digitalizzazione con assi di rotazione”.
Con il sistema di tastatura digitale questo ciclo di digitalizzazione
viene utilizzato principalmente per la digitalizzazione di forme
relativamente piatte, che vengono lavorate in modo costante con
fresatura concorde o discorde, senza elaborazione dei dati di
digitalizzazione.
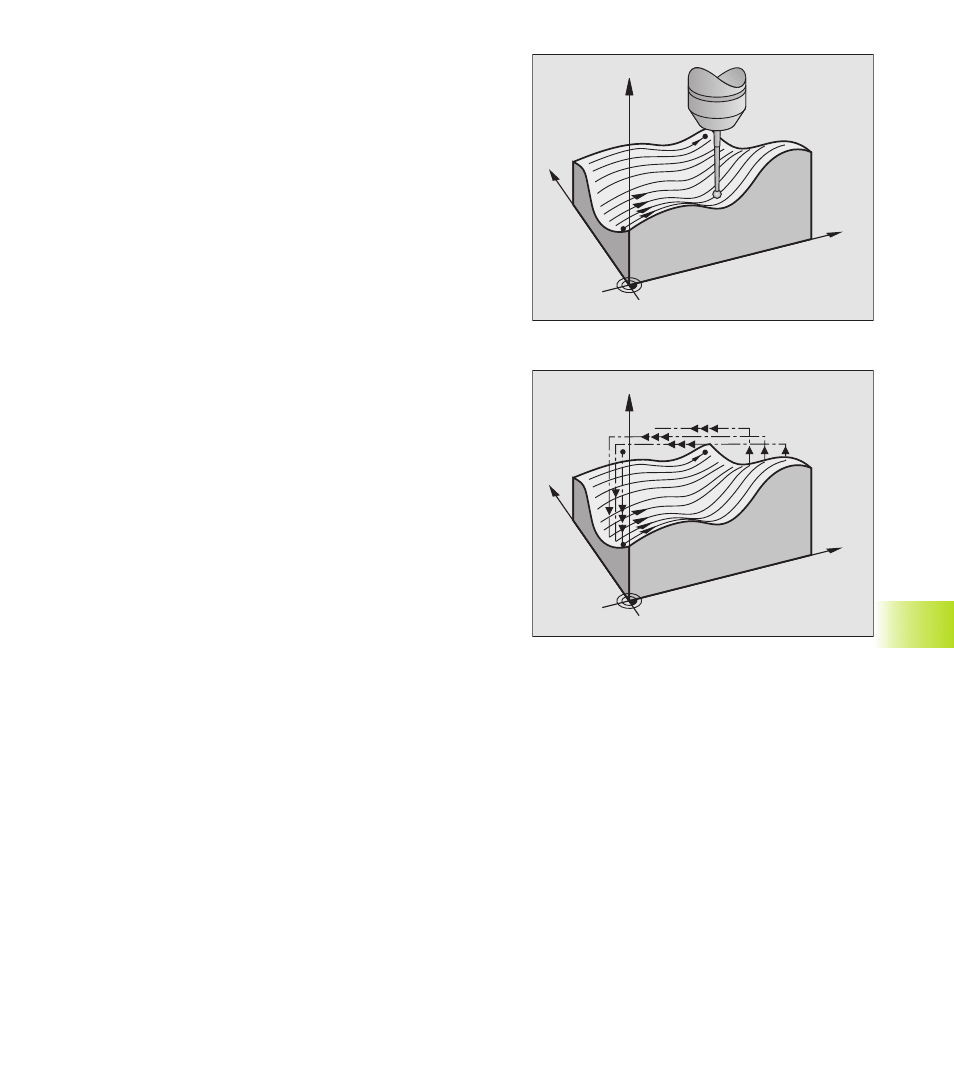
Nella digitalizzazione il tastatore si porta, in direzione positiva di un
asse a scelta del piano di lavoro, fino al limite del campo. In seguito
esso si porta alla DISTANZA DI SICUREZZA e ritorna in rapido
all‘inizio della passata successiva. Da lì il tastatore si porta in
rapido, in direzione negativa dell’asse del mandrino, fino
all’ALTEZZA PER AVANZAMENTO e da questa altezza, alla
velocità di avanzamento per la tastatura fino a toccare il contorno
3D. Questa operazione si ripete fino a tastatura completa di tutto il
campo. Per i percorsi vedere la figura in basso a destra.
Al termine dell‘operazione di digitalizzazione il tastatore si riporta
alla DISTANZA DI SICUREZZA.
Durante la digitalizzazione con il sistema di tastatura di misura-
zione il TNC memorizza le posizioni in corrispondenza delle quali si
verificano forti cambi di direzione, fino ad un massimo di 1000 po-
sizioni per riga. Nella riga successiva il TNC ridurrà automatica-
mente l’avanzamento di digitalizzazione quando il tastatore si av-
vicinerà a questi punti critici, migliorando in questo modo i risultati
di tastatura.
Punto di partenza
■
Limite di campo positivo o negativo della direzione linee
programmata (in funzione della direzione di digitalizzazione)
■
Coordinate del punto MIN del piano di lavoro dal ciclo 5 CAMPO
o dal ciclo 15 CAMPO
Coordinata dell’asse del mandrino = DISTANZA DI SICUREZZA
■
Posizionamento automatico sul punto di partenza: prima nell’asse
del mandrino alla DISTANZA DI SICUREZZA, poi nel piano di
lavoro
Avvicinamento al profilo
Il tastatore si porta sul profilo in direzione negativa dell’asse del
mandrino. Le coordinate della posizione nella quale il tastatore
tocca il contorno vengono memorizzate.
13.5 Digitalizzazione a passat
e contigue
X
Z
Y
X
Z
Y