HEIDENHAIN TNC 426 (280 462) Manuale d'uso
Pagina 159
149
HEIDENHAIN TNC 426
X
Y
Q219
Q218
Q217
Q216
Q207
Q221
Q220
8.3 Cicli per la fr
esat
ur
a di tasc
he,
isole e scanalatr
e
X
Y
ú
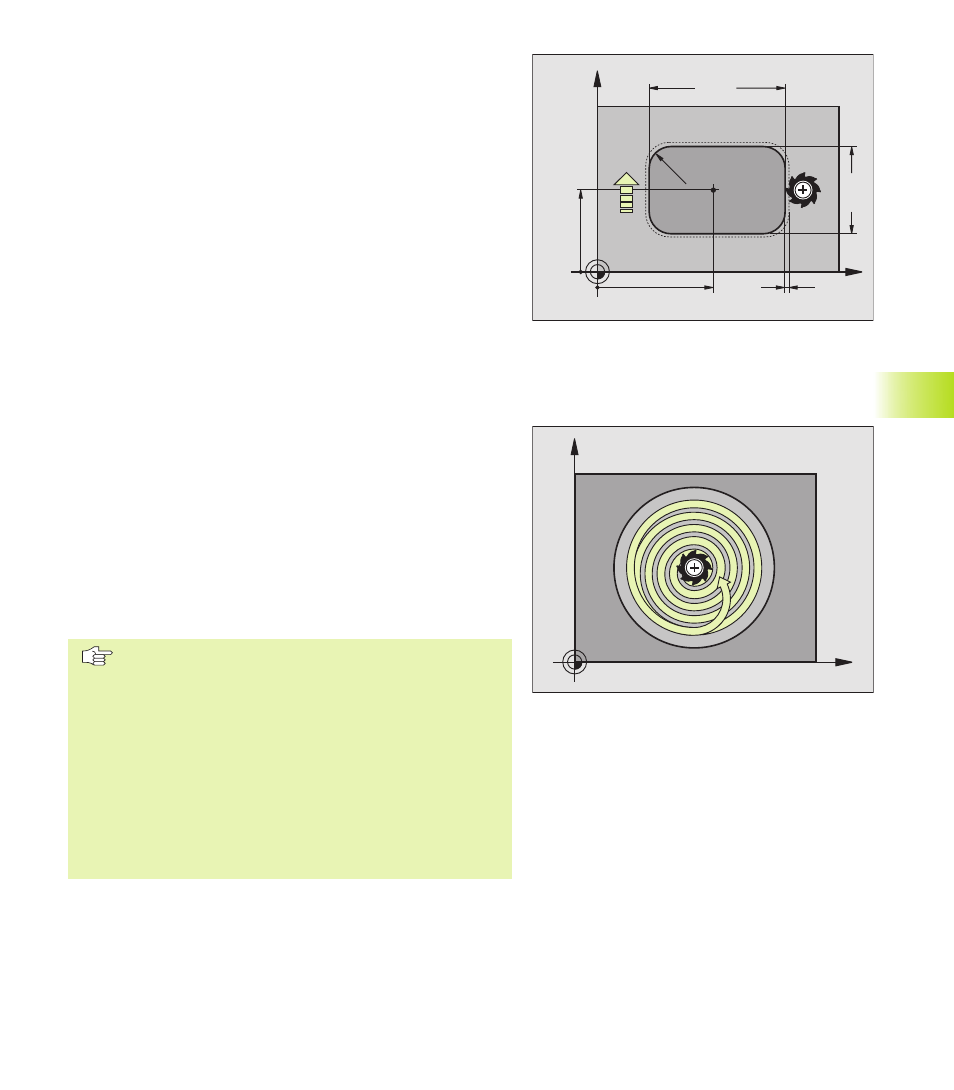
2. DISTANZA DI SICUREZZA Q204 (incrementale):
coordinata asse mandrino che esclude ogni collisione
tra utensile e pezzo (dispositivo di serraggio)
ú
CENTRO 1. ASSE Q216 (assoluto): centro dell’isola
nell’asse principale nel piano di lavoro
ú
CENTRO 2. ASSE Q217 (assoluto): centro dell’isola
nell’asse secondario nel piano di lavoro
ú
LUNGHEZZA 1. LATO Q218 (incrementale): lunghez-
za dell’isola parallela dell’asse principale del piano di
lavoro
ú
LUNGHEZZA 2. LATO Q219 (incrementale): lunghez-
za dell’isola parallela all’asse secondario del piano di
lavoro
ú
RAGGIO DELL‘ANGOLO Q220: raggio dell’angolo
dell’isola
ú
SOVRAMETALLO 1. ASSE Q221 (incrementale):
sovrametallo nell’asse principale del piano di lavoro,
riferito alla lunghezza dell’isola
TASCA CIRCOLARE (Ciclo 5)
1 L‘utensile penetra nel pezzo dalla posizione di partenza (centro
della tasca) e si porta alla prima PROFONDITA’ DI
ACCOSTAMENTO
2 Successivamente l‘utensile descrive con l’AVANZAMENTO F la
traiettoria a spirale illustrata nella figura di fianco; per l‘accosta-
mento laterale k vedere FRESATURE DI TASCHE ciclo 4
3 Questa procedura si ripete fino al raggiungimento della
PROFONDITA’
4 Alla fine il TNC riporta l’utensile alla posizione di partenza
Da osservare
Programmare un‘istruzione di posizionamento sul punto di
partenza (centro della tasca) del piano di lavoro con
CORREZIONE DEL RAGGIO R0.
Programmare un‘istruzione di posizionamento sul punto
di partenza nell‘asse del mandrino (DISTANZA DI
SICUREZZA sopra la superficie del pezzo).
Il segno del parametro PROFONDITA’ definisce la
direzione della lavorazione.
Utilizzare frese con tagliente frontale a taglio centrale
(DIN 844) o eseguire una preforatura al centro della
tasca.