6 cicli di spianat ur a – HEIDENHAIN TNC 426 (280 462) Manuale d'uso
Pagina 201
191
HEIDENHAIN TNC 426
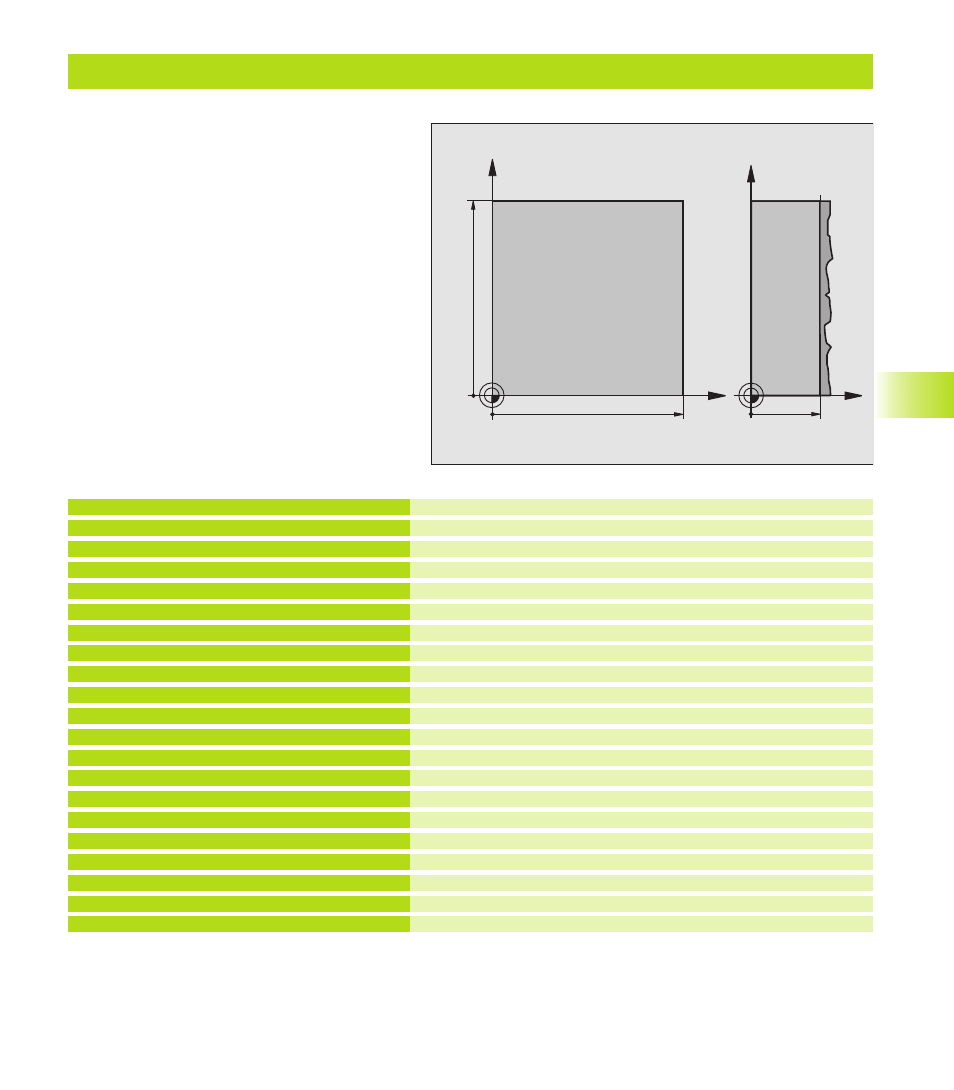
Esempio: Spianatura
Definizione del pezzo grezzo
Definizione utensile
Chiamata utensile
Disimpegno utensile
Definizione del ciclo ”Spianatura”
Preposizionamento vicino al punto di partenza
Chiamata ciclo
Disimpegno dell’utensile, fine del programma
0 BEGIN PGM C230 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z+0
2 BLK FORM 0.2 X+100 Y+100 Z+40
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S3500
5 L Z+250 R0 F MAX
6 CYCL DEF 230 SPIANATURA
Q225=+0 ;PUNTO PART. 1. ASSE
Q226=+0 ;PUNTO PART. 2. ASSE
Q227=+35 ;PUNTO PART. 3 ASSE
Q218=100 ;LUNGHEZZA 1. LATO
Q219=100 ;LUNGHEZZA 2. LATO
Q240=25 ;NUMERO TAGLIENTI
Q206=250 ;AVANZ. INCREMENTO
Q207=400 ;AVANZAM. FRESATURA
Q209=150 ;AVANZ. DIAGONALE
Q200=2 ;DISTANZA SICUREZZA
7 L X+130 Y+0 R0 F MAX M3
8 CYCL CALL
9 L Z+250 R0 F MAX M2
10 END PGM C230 MM
8.6 Cicli di spianat
ur
a
X
Y
100
100
Z
Y
35