5 cicli sl – HEIDENHAIN TNC 426 (280 462) Manuale d'uso
Pagina 182
8 Programmazione: Cicli
172
ú
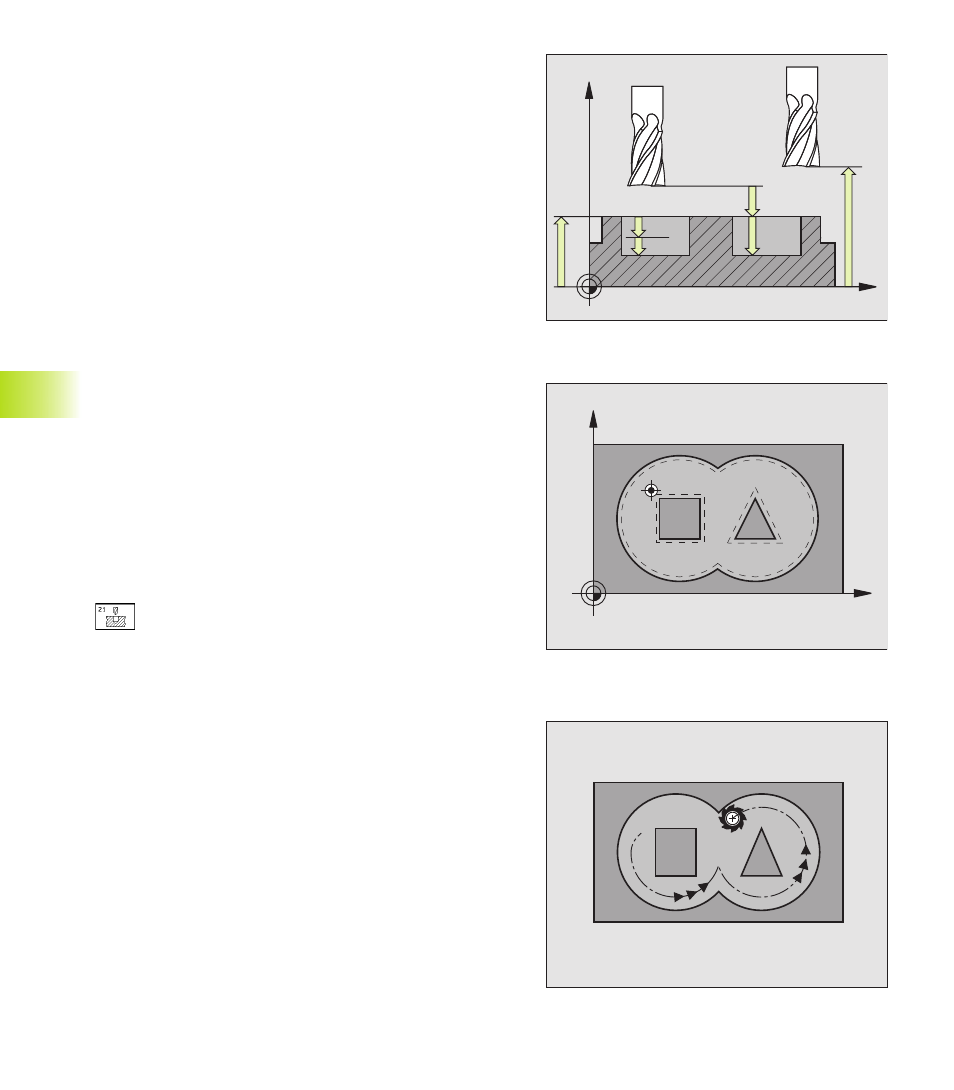
DISTANZA DI SICUREZZA Q6 (incrementale):
distanza tra la superficie frontale dell‘utensile e la
superficie del pezzo
ú
ALTEZZA DI SICUREZZA Q7 (assoluto): altezza
assoluta che esclude qualsiasi collisione con il pezzo
(per il posizionamento intermedio e il ritiro alla fine del
ciclo)
ú
RAGGIO DI ARROTONDAMENTO INTERNO Q8:
raggio di arrotondamento per “spigoli interni“
ú
SENSO ROT. ? ORARIO = -1 Q9: direzione della
lavorazione per tasche
■
in senso orario (Q9 = -1 senso discorde per tasca e
isola)
■
in senso antiorario (Q9 = +1 senso concorde per
tasca e isola)
I parametri di lavorazione possono essere controllati ed
eventualmente sovrascritti durante un‘interruzione dell‘esecuzione
del programma.
PREFORATURA (Ciclo 21)
Svolgimento del ciclo
Come per il ciclo 1 ”Foratura profonda” (vedere pag. 133).
Impiego
Nella scelta dei punti di penetrazione il ciclo 21 PREFORATURA
tiene conto della QUOTA LATERALE e della QUOTA FONDO,
nonché del raggio dell’utensile di svuotamento. I punti di
penetrazione sono contemporaneamente i punti di partenza per lo
svuotamento.
ú
PROFONDITA’ DI ACCOSTAMENTO Q10
(incrementale): quota di cui l’utensile viene accostato
di volta in volta (segno con direzione di lavoro
negativa ”–”)
ú
AVANZAMENTO IN PROFONDITA’ Q11: avanzamento
di foratura in mm/min
ú
NUMERO UTENSILE SVUOTAMENTO Q13: numero
dell’utensile di svuotamento
SVUOTAMENTO (Ciclo 22)
1 Il TNC posiziona l’utensile sopra il punto di penetrazione,
tenendo conto della QUOTA LATERALE
2 Alla prima PROFONDITA‘ DI ACCOSTAMENTO l’utensile fresa il
profilo con AVANZAMENTO DI FRESATURA Q12 dall’interno
verso l’esterno
3 I profili delle isole (qui C/D) vengono contornati con
l’avvicinamento della fresa al profilo delle tasche (qui A/B)
4 Successivamente il TNC finisce il profilo delle tasche e ritira
quindi l’utensile alla DISTANZA DI SICUREZZA
X
Z
Q6
Q7
Q1
Q10
Q5
8.5 Cicli SL
C
D
A
B
X
Y