7 esempi di programmazione – HEIDENHAIN TNC 426B (280 470) Manuale d'uso
Pagina 129
115
HEIDENHAIN TNC 426 B, TNC 430
6.7 Esempi di programmazione
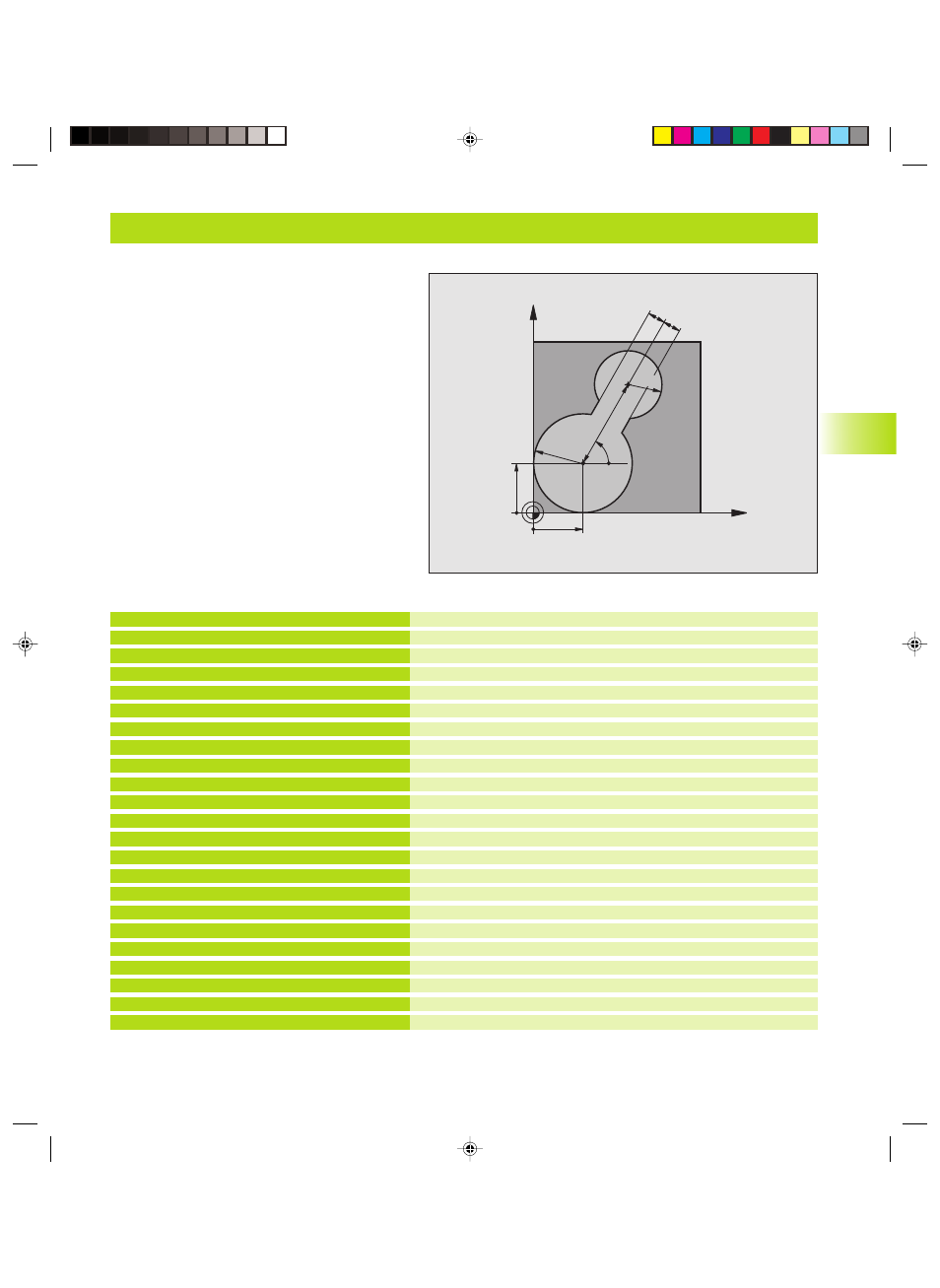
Esempio: Programmazione FK
Definizione pezzo grezzo
Definizione utensile
Chiamata utensile
Disimpegno utensile
Preposizionamento dell’utensile
Preposizionamento dell‘asse utensile
Posizionamento alla profondità di lavorazione
Avvicinamento al profilo su un cerchio con raccordo tangenziale
Sezione FK:
Programmare per ogni elemento di profilo i dati noti
Distacco dal profilo su un cerchio con raccordo tangenziale
Disimpegnare l'utensile, fine del programma
0 BEGIN PGM FK2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+2
4 TOOL CALL 1 Z S4000
5 L Z+250 R0 F MAX
6 L X+30 Y+30 R0 F MAX
7 L Z+5 R0 F MAX M3
8 L Z-5 R0 F100
9 APPR LCT X+0 Y+30 R5 RL F350
10 FPOL X+30 Y+30
11 FC DR- R30 CCX+30 CCY+30
12 FL AN+60 PDX+30 PDY+30 D10
13 FSELECT 3
14 FC DR- R20 CCPR+55 CCPA+60
15 FSELECT 2
16 FL AN-120 PDX+30 PDY+30 D10
17 FSELECT 3
18 FC X+0 DR- R30 CCX+30 CCY+30
19 FSELECT 2
20 DEP LCT X+30 Y+30 R5
21 L Z+250 R0 F MAX M2
22 END PGM FK2 MM
X
Y
30
30
R30
R20
60°
55
10
10
Gkap6.pm6
19.07.2006, 07:19
115