10 rotazione piano di lavoro (opzione software 1), Applicazione, funzionamento – HEIDENHAIN iTNC 530 (60642x-03) ISO programming Manuale d'uso
Pagina 532
532
Funzionamento manuale e allineamento
14.1
0
Rotazione
piano
di
la
vo
ro
(opzione
sof
tw
ar
e
1)
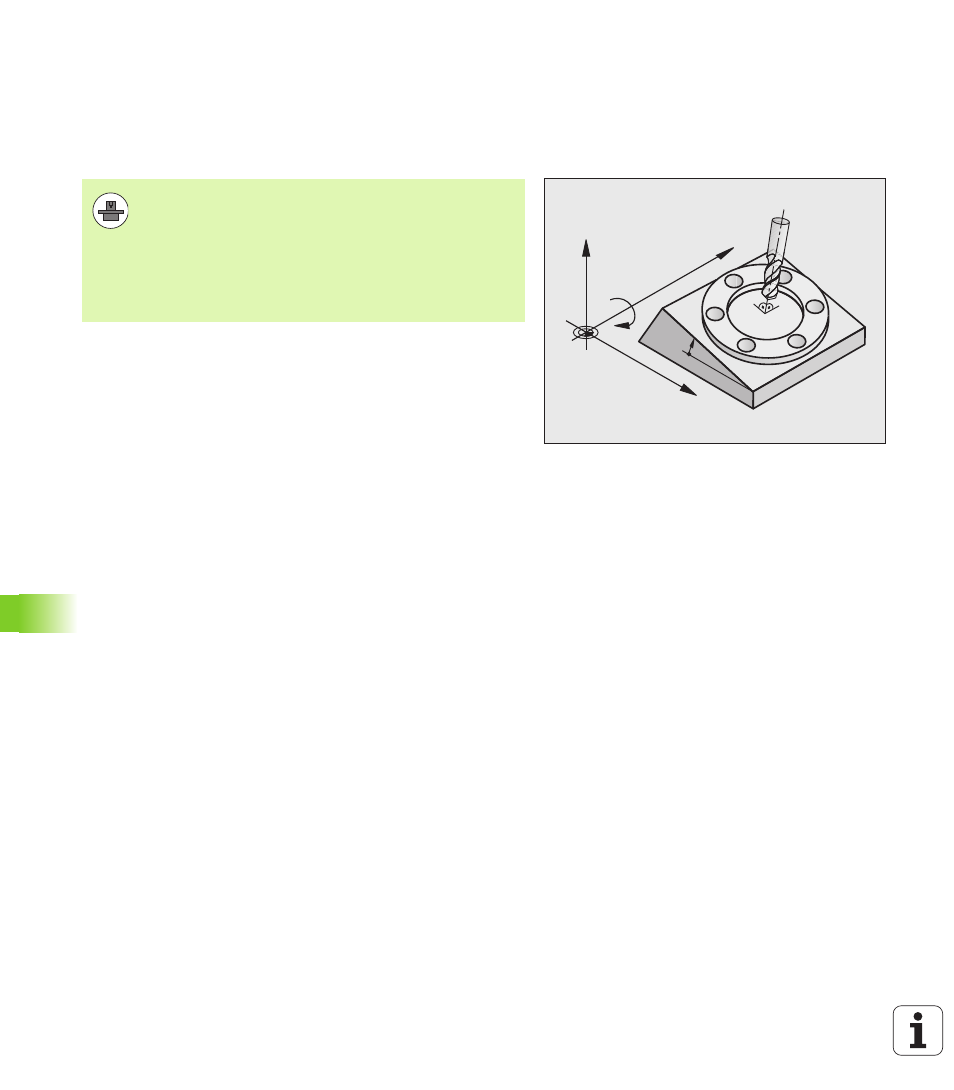
14.10 Rotazione piano di lavoro
(opzione software 1)
Applicazione, funzionamento
Il TNC supporta la rotazione dei piani di lavoro su macchine utensili con
teste o tavole orientabili. Applicazioni tipiche sono, ad es., fori obliqui
o profili posti in modo obliquo nello spazio. Il piano di lavoro viene
sempre ruotato intorno al punto zero attivo. La lavorazione viene
programmata come d'abitudine in un piano principale (ad es. piano
X/Y) mentre l'esecuzione viene realizzata in un piano ruotato rispetto
al piano principale.
Per la rotazione del piano di lavoro sono disponibili tre funzioni:
Rotazione manuale con il softkey 3D ROT nei modi operativi
Funzionamento manuale e Volantino elettronico, vedere "Attivazione
della rotazione manuale", pagina 536
Rotazione controllata, ciclo G80 nel programma di lavorazione
(vedere manuale utente Programmazione di cicli, ciclo 19 PIANO DI
LAVORO)
Rotazione controllata, funzione PLANE nel programma di lavorazione
(vedere "Funzione PLANE: rotazione del piano di lavoro (opzione
software 1)" a pagina 421)
Le funzioni del TNC per la "Rotazione piano di lavoro" sono conversioni
di coordinate. Il piano di lavoro è comunque sempre perpendicolare
alla direzione dell'asse utensile.
X
Z
Y
B
10°
Le funzioni per la rotazione del piano di lavoro vengono
interfacciate dal costruttore della macchina tra TNC e
macchina. Per determinate teste orientabili (tavole
orientabili), il costruttore della macchina definisce se gli
angoli programmati nel ciclo vengono interpretati dal TNC
come coordinate degli assi rotativi oppure come
componenti angolari di un piano inclinato. Consultare il
manuale della macchina.