File di protocollo – HEIDENHAIN iTNC 530 (60642x-03) ISO programming Manuale d'uso
Pagina 403
HEIDENHAIN iTNC 530
403
11
.6 Contr
o
llo adat
tativ
o
dell'a
vanzament
o AFC (opzione sof
tw
ar
e)
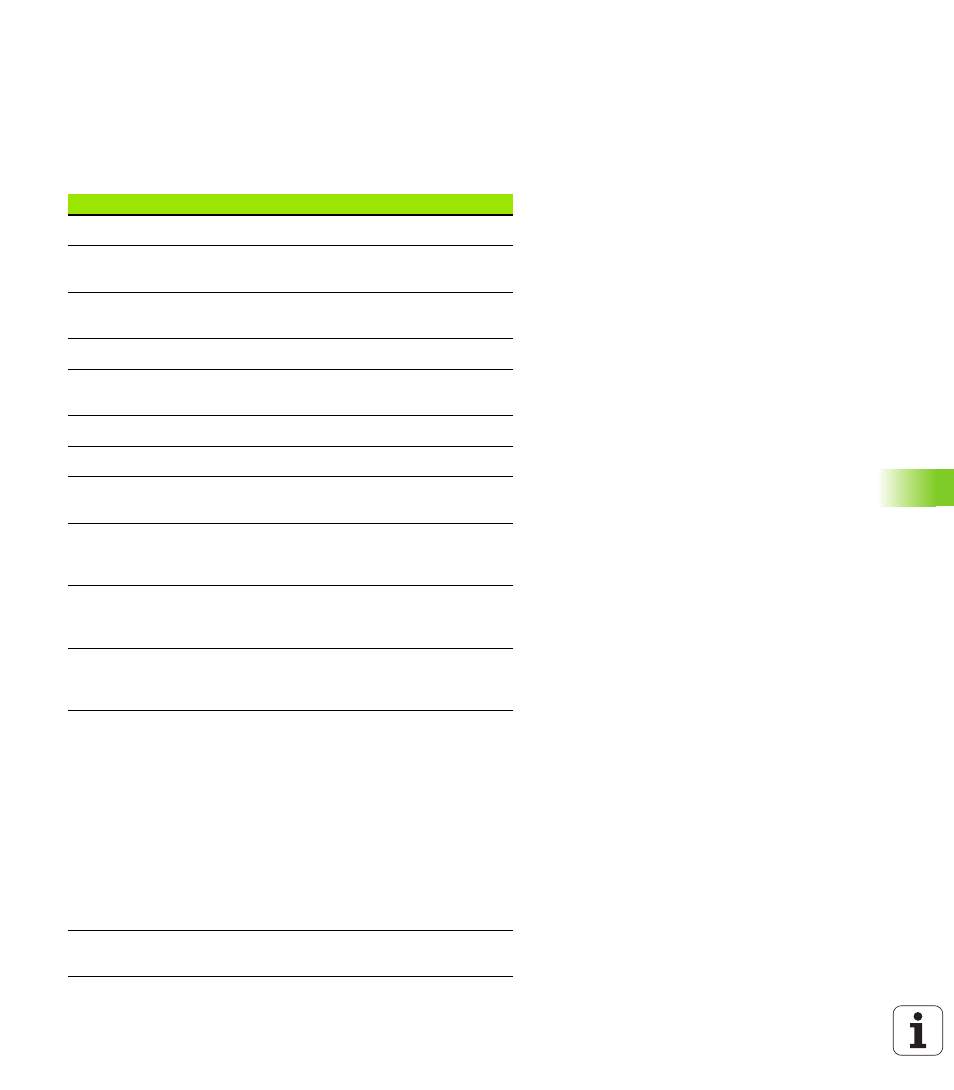
File di protocollo
Durante una passata di apprendimento il TNC memorizza per ogni
passo di lavorazione diverse informazioni nel file <nome>.H.AFC2.DEP.
<nome>
corrisponde al nome del programma NC per cui è stata
eseguita la passata di apprendimento. Durante il controllo, il TNC
aggiorna i dati ed esegue diverse valutazioni. In questa tabella sono
memorizzati i seguenti dati.
Colonna
Funzione
NR
Numero del passo di lavorazione
TOOL
Numero o nome dell’utensile con cui è stato eseguito il
passo di lavorazione
IDX
Indice dell’utensile con cui è stato eseguito il passo di
lavorazione
SNOM
N. giri nominale del mandrino [giri/min]
SDIF
Differenza massima del numero di giri del mandrino in
% rispetto al numero di giri nominale
LTIME
Tempo di lavorazione per la passata di apprendimento
CTIME
Tempo di lavorazione per il taglio di controllo
TDIFF
Differenza di tempo tra il tempo di lavorazione in
apprendimento e in regolazione in %
PMAX
Potenza del mandrino massima rilevata durante la
lavorazione. Il TNC visualizza il valore percentuale,
riferito alla potenza nominale del mandrino
PREF
Carico di riferimento del mandrino. Il TNC visualizza il
valore percentuale, riferito alla potenza nominale del
mandrino
FMIN
Minimo fattore di avanzamento riscontrato. Il TNC
visualizza il valore percentuale, riferito all'avanzamento
programmato
OVLD
Reazione che il TNC ha eseguito in caso di
sovraccarico:
M
: è stata eseguita una macro definita dal costruttore
della macchina
S
: è stato eseguito un arresto NC diretto
F
: è stato eseguito un arresto NC dopo il disimpegno
dell’utensile
E
: è stato visualizzato sullo schermo un messaggio
d'errore
-
: non è stata eseguita alcuna reazione al
sovraccarico
BLOCK
Numero di blocco dal quale ha inizio il passo di
lavorazione