2 comando manuale e modo aut o matico – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Manuale d'uso
Pagina 15
HEIDENHAIN CNC PILOT 4290
15
1
.2 Comando manuale e modo aut
o
matico
Modifica della posizione utensile: la chiamata si riferisce all'utensile
attivo, la slitta si sposta sul punto di cambio utensile e orienta l'asse B
oppure ruota l'utensile sull'angolo di posizione.
Offset angolo di posizione: con "Offset angolo di posizione" si
posizionano gli utensili da tornio su "normale" o "capovolto". Il CNC
PILOT tiene conto dell'impostazione base memorizzata nella banca
dati utensili (angolo di posizione = angolo di posizione dai dati utensili
+ offset angolo di posizione).
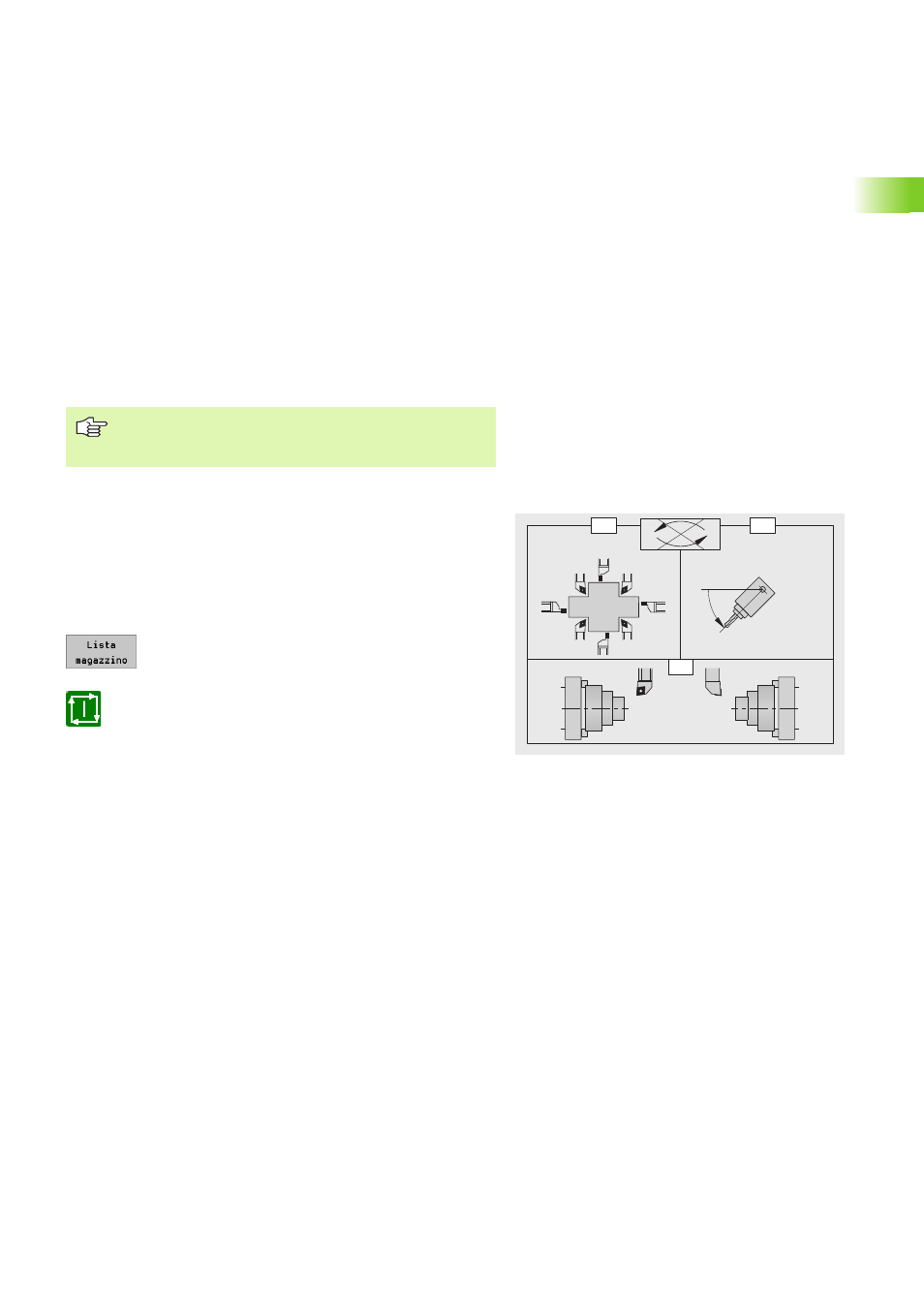
Orientamento utensile: nel calcolo della posizione della punta
dell'utensile il CNC PILOT tiene conto della posizione del tagliente.
Nell'orientamento dell'utensile, il CNC PILOT distingue i tipi di utensile
per sgrossatura, finitura e per raccordare e anche utensili per troncare
e filettare (vedere figura).
Dichiarazione utensile di magazzino
Se un utensile si trova nello spazio di lavoro in caso di disinserimento
e reinserimento del controllo, esso deve essere dichiarato di nuovo. Il
CNC PILOT impiega come valori proposti nella finestra di dialogo i
valori validi al momento del disinserimento.
U
Selezionare nel comando manuale "T > Magazzino >
Utensile manuale". Il controllo apre la finestra di
dialogo "Magazzino: Utensile manuale"
U
Premere il softkey, inserire l'angolo asse B, controllare
gli altri parametri e chiudere la finestra di dialogo. Il
controllo carica il rispettivo programma NC.
U
Attivare il programma NC con Avvio ciclo.
Tenere presente nell'uso e nelle indicazioni: questa
funzione viene eseguita mediante un programma NC. Il
programma NC viene attivato con Avvio ciclo.
C=0°
C=180°
B
T
M
O=
1
3
7
5
2
4
6
8
C
B
O
Parametri
ID
Numero identificativo dell'utensile di magazzino
P
Numero di posto nel magazzino utensili
O
Orientamento nel caso di utensili da tornio. Posizione del
tagliente (vedere figura).
Posizioni utensile 1, 3, 5, 7: per utensili per sgrossatura,
finitura e per raccordare (gli utensili neutri vengono
riconosciuti in base all'angolo di registrazione)
Posizioni utensile 2, 4, 6, 8: per utensili troncatori e per
filettare (un utensile "destro" o "sinistro" viene definito nei
dati utensile)
B
Angolo asse B. Angolo su cui l'asse B viene orientato.
C
Offset angolo di posizione negli utensili da tornio
0°: posizione dell'utensile "normale"
180°: posizione dell'utensile "capovolto"