Tasca circolare (ciclo 5) – HEIDENHAIN iTNC 530 (340 420) Manuale d'uso
Pagina 306
278
8 Programmazione: Cicli
8.4 Cicli per la fr
esat
ur
a di tasc
he, isole e scanalat
ur
e
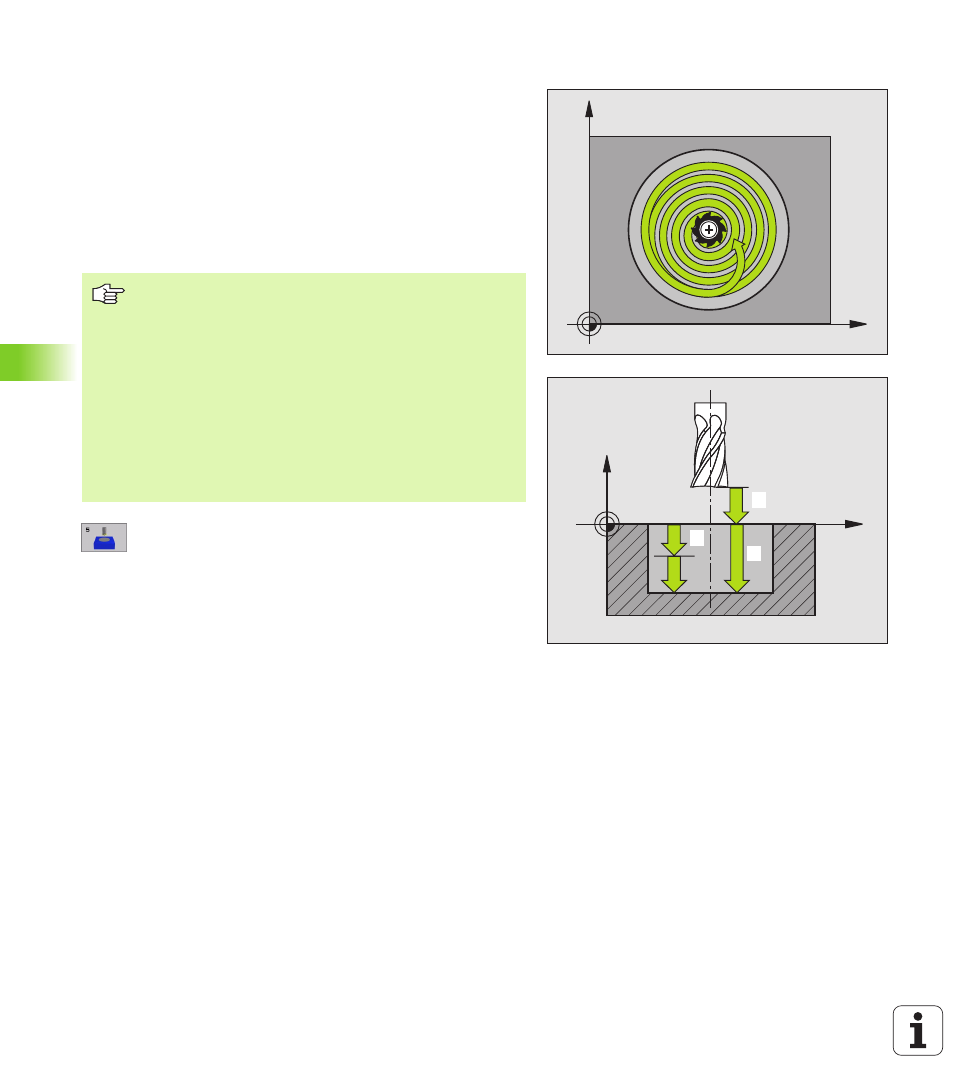
TASCA CIRCOLARE (Ciclo 5)
1
L'utensile penetra nel pezzo dalla posizione di partenza (centro
della tasca) e si porta alla prima PROFONDITA' DI
ACCOSTAMENTO
2
Successivamente l'utensile descrive con l'AVANZAMENTO F la
traiettoria a spirale illustrata nella figura di fianco; per
l'accostamento laterale k, vedere "FRESATURE DI TASCHE (Ciclo
4)", pag. 272
3
Questa procedura si ripete fino al raggiungimento della
PROFONDITA'
4
Alla fine del ciclo il TNC riporta l'utensile alla posizione di partenza
U
U
U
U
DISTANZA DI SICUREZZA
1
(in valore incrementale):
distanza tra la punta dell'utensile (pos. di partenza) e
la superficie del pezzo
U
U
U
U
PROFONDITÀ DI FRESATURA
2
: distanza tra la superficie
del pezzo e il fondo della tasca
U
U
U
U
PROFONDITÀ DI ACCOSTAMENTO
3
(in valore
incrementale): quota dei singoli accostamenti
dell'utensile. Il TNC si porta in un unico passo fino alla
PROFONDITÀ quando:
n
PROFONDITÀ DI ACCOSTAMENTO e
PROFONDITÀ sono uguali
n
la PROFONDITÀ DI ACCOSTAMENTO è maggiore
della PROFONDITÀ
X
Y
X
Z
11
12
13
Da osservare prima della programmazione
Utilizzare frese con tagliente frontale a taglio centrale
(DIN 844) o eseguire una foratura preliminare al centro della
tasca.
Preposizionare nel centro della tasca con R0.
Programmare l'istruzione di posizionamento del punto di
partenza nell'asse del mandrino (DISTANZA DI SICUREZZA
sopra la superficie del pezzo).
Il segno del parametro di ciclo "Profondità" determina la
direzione della lavorazione. Se si programma Profondità = 0
il TNC non esegue il ciclo.