Maschiatura senza compensatore utensile (ciclo 17), 17 maschiatura rigida senza compensatore utensile – HEIDENHAIN iTNC 530 (340 420) Manuale d'uso
Pagina 267
HEIDENHAIN iTNC 530
239
8.3 Cicli di f
o
ra
tu
ra
, masc
hiat
ur
a e fr
esat
ur
a di filet
tat
ur
e
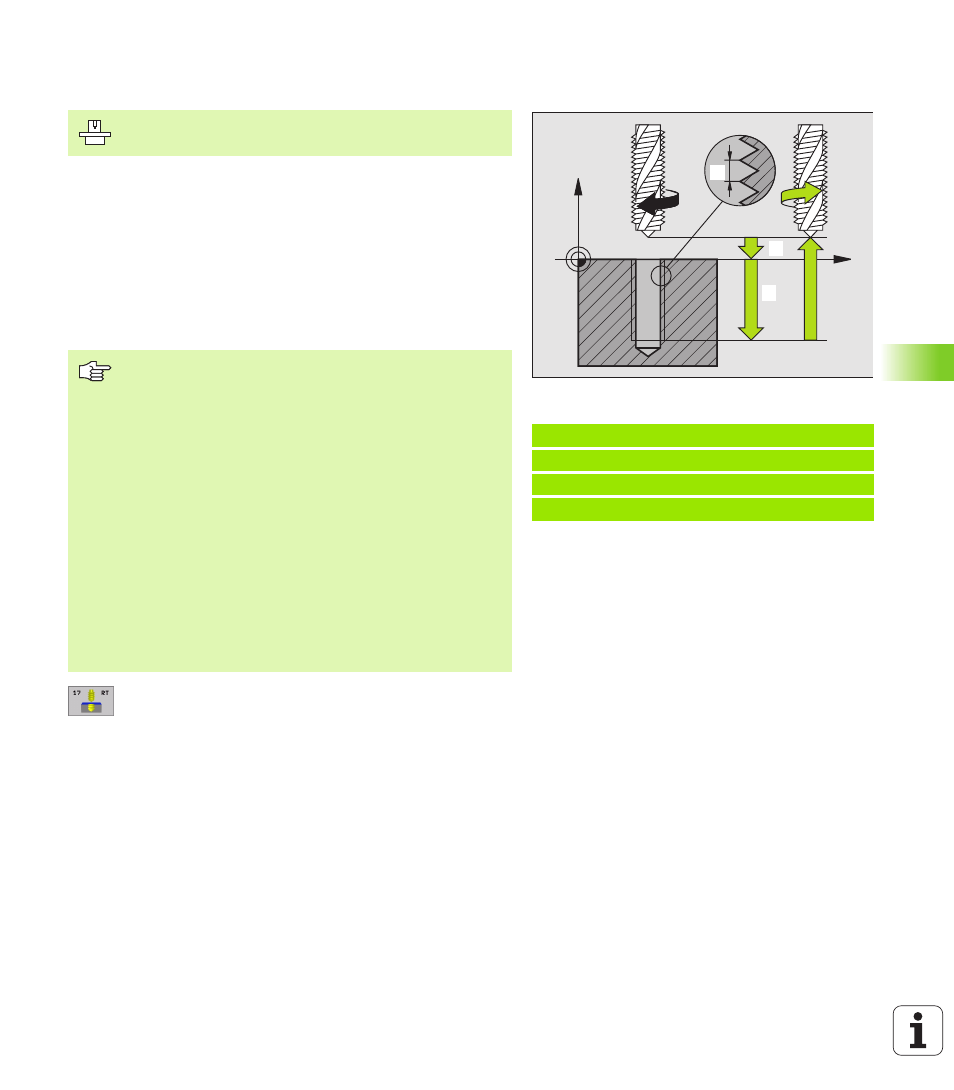
MASCHIATURA senza compensatore utensile
(Ciclo 17)
Il TNC esegue la maschiatura senza compensatore utensile, in uno o
più passi di lavorazione.
Vantaggi rispetto al ciclo maschiatura con compensatore utensile:
n
Maggiore velocità di lavorazione
n
Possibilità di ripetere la lavorazione sullo stesso filetto, perché alla
chiamata del ciclo il mandrino si orienta sulla posizione di 0° (in
funzione del parametro macchina 7160)
n
Maggiore campo di spostamento dell'asse del mandrino per la
mancanza del compensatore
U
U
U
U
DISTANZA DI SICUREZZA
1
(in valore incrementale):
distanza tra la punta dell'utensile (pos. di partenza) e
la superficie del pezzo
U
U
U
U
PROFONDITÀ DI FORATURA
2
(in valore incrementale):
distanza tra la superficie del pezzo (inizio della
filettatura) e la fine della filettatura
U
U
U
U
PASSO DELLA FILETTATURA
3
:
passo della filettatura. Il segno definisce se si tratta di
una filettatura destrorsa o sinistrorsa:
+= Filettatura destrorsa
–= Filettatura sinistrorsa
Disimpegno in un'interruzione del programma
Premendo durante la maschiatura il tasto esterno di STOP il TNC
visualizzerà il softkey SPOST. MANUALE. Premendo il softkey
SPOST. MANUALE l'utensile può essere disimpegnato da
programma. Per questo disimpegno controllato azionare il tasto
esterno di movimento positivo dell'asse mandrino attivo.
Esempio: Blocchi NC
18 CYCL DEF 17.0 MASCHIATURA RIGIDA
19 CYCL DEF 17,1 DIST 2
20 CYCL DEF 17,2 PROFOND -20
21 CYCL DEF 17.3 PASSO +1
X
Z
1111
12
13
La macchina e il TNC devono essere predisposti dal
Costruttore.
Da osservare prima della programmazione
Programmare un'istruzione di posizionamento sul punto di
partenza (centro del foro) del piano di lavoro con
CORREZIONE DEL RAGGIO R0
Programmare l'istruzione di posizionamento sul punto di
partenza nell'asse del mandrino (DISTANZA DI SICUREZZA
sopra la superficie del pezzo).
Il segno del parametro PROFONDITÀ FORATURA definisce
la direzione della lavorazione.
Il TNC calcola l'avanzamento in funzione del numero di giri.
Azionando la manopola del potenziometro di regolazione
del numero di giri durante la maschiatura, il TNC adatta
l'avanzamento automaticamente.
La manopola del potenziometro di regolazione
dell'avanzamento è disattivata.
Alla fine del ciclo il mandrino si arresta. Riavviare il mandrino
con M3 (o M4) prima della lavorazione successiva.