Lavorazione completa di profili aperti: m98, 4 f unzioni ausiliar ie per tr aiet to ri e – HEIDENHAIN iTNC 530 (340 420) Manuale d'uso
Pagina 220
192
7 Programmazione: Funzioni ausiliarie
7.
4 F
unzioni ausiliar
ie per tr
aiet
to
ri
e
Esempi di blocchi NC
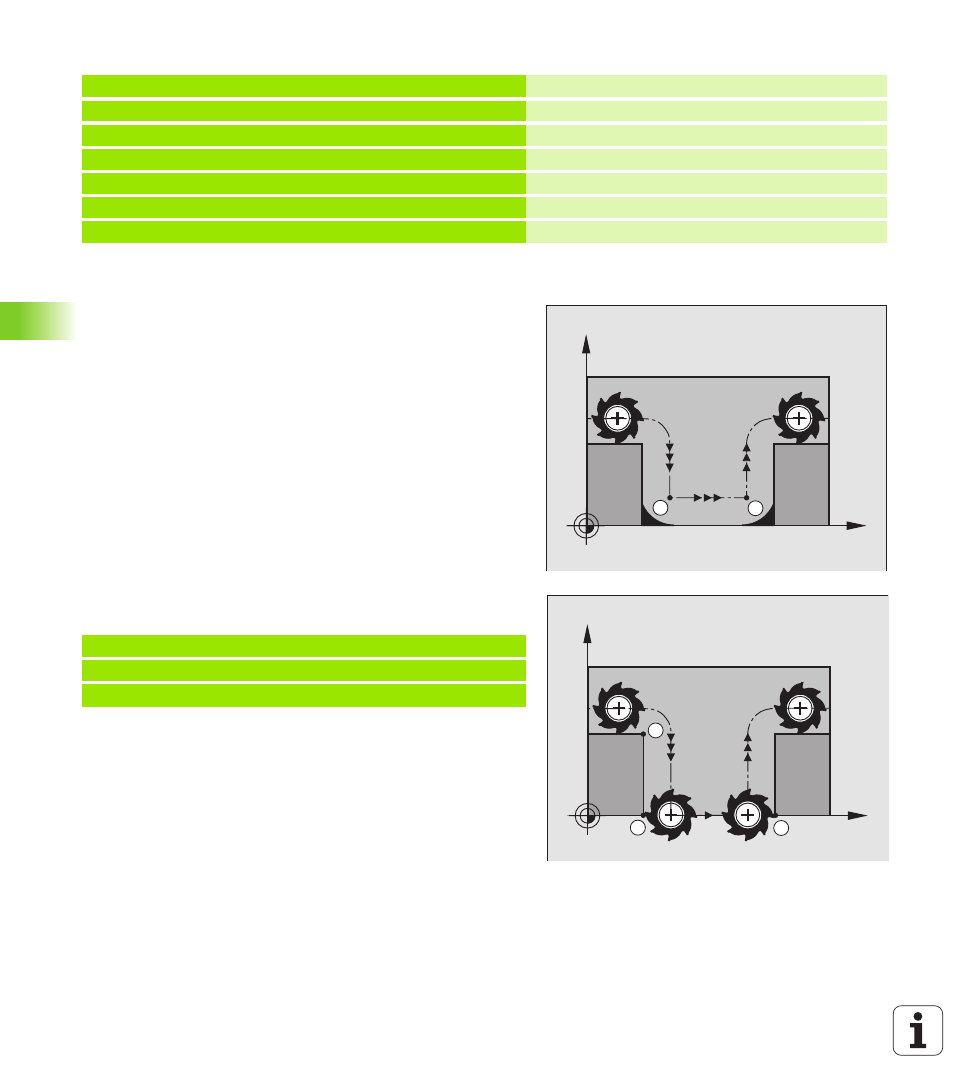
Lavorazione completa di profili aperti: M98
Comportamento standard
Negli angoli interni il TNC calcola l'intersezione delle traiettorie della
fresa, portando l'utensile da questo punto nella nuova direzione.
Quando il profilo sugli angoli è aperto, questo comportamento implica
una lavorazione incompleta.
Comportamento con M98
Con la funzione ausiliaria M98 il TNC fa avanzare l'utensile finché ogni
punto del profilo risulti effettivamente lavorato.
Attivazione
M98 è attiva solo nei blocchi di programma nei quali viene
programmata.
M98 diventa attiva alla fine del blocco.
Esempi di blocchi NC
Posizionamento progressivo della fresa sui punti del profilo 10, 11
e 12:
5 TOOL DEF L ... R+20
Raggio utensile grande
...
13 L X... Y... R... F... M97
Posizionamento sul punto 13 del profilo
14 L IY-0.5 ... R... F...
Lavorazione del gradino piccolo 13-14
15 L IX+100 ...
Posizionamento sul punto 15 del profilo
16 L IY+0.5 ... R... F... M97
Lavorazione del gradino piccolo 15-16
17 L X... Y...
Posizionamento sul punto 17 del profilo
10 L X... Y... RL F
11 L X... IY... M98
12 L IX+ ...
X
Y
S
S
X
Y
11
12
10