HEIDENHAIN iTNC 530 (340 420) Manuale d'uso
Pagina 283
HEIDENHAIN iTNC 530
255
8.3 Cicli di f
o
ra
tu
ra
, masc
hiat
ur
a e fr
esat
ur
a di filet
tat
ur
e
U
U
U
U
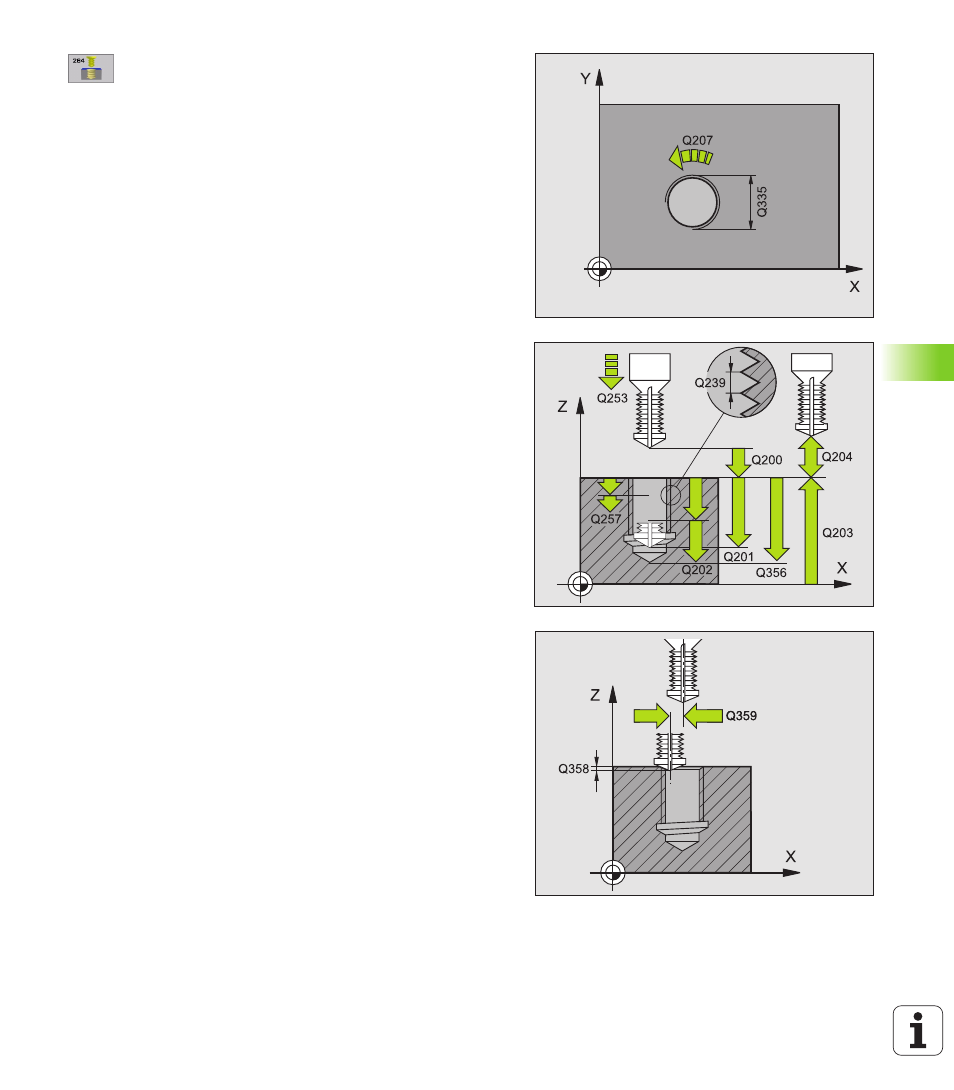
DIAMETRO NOMINALE
Q335: diametro nominale della
filettatura
U
U
U
U
PASSO DELLA FILETTATURA
Q239: passo della
filettatura. Il segno definisce se si tratta di una
filettatura destrorsa o sinistrorsa:
+= Filettatura destrorsa
– = Filettatura sinistrorsa
U
U
U
U
PROFONDITÀ DELLA FILETTATURA
Q201 (in valore
incrementale): distanza tra la superficie del pezzo e la
fine della filettatura
U
U
U
U
PROFONDITÀ DI FORATURA
Q356 (in valore
incrementale): distanza tra la superficie del pezzo e il
fondo del foro
U
U
U
U
AVANZ. AVVICINAMENTO
Q253: velocità di spostamento
dell'utensile durante la penetrazione nel pezzo e
l'estrazione dal pezzo in mm/min
U
U
U
U
TIPO DI FRESATURA
Q351: tipo della lavorazione di
fresatura con M03
+1 = concorde
–1 = discorde
U
U
U
U
PROFONDITÀ DI ACCOSTAMENTO
Q202 (in valore
incrementale): quota dei singoli accostamenti
dell'utensile. La PROFONDITÀ non deve essere un
multiplo della PROFONDITÀ DI ACCOSTAMENTO. Il
TNC si porta in un unico passo fino alla PROFONDITÀ
quando:
n
PROFONDITÀ DI ACCOSTAMENTO e
PROFONDITÀ sono uguali
n
la PROFONDITÀ DI ACCOSTAMENTO è maggiore
della PROFONDITÀ
U
U
U
U
DISTANZA DI PREARRESTO SOPRA
Q258 (in valore
incrementale): distanza di sicurezza per il
posizionamento in rapido, quando il TNC, dopo un
ritorno dal foro, riporta l'utensile alla profondità di
accostamento corrente
U
U
U
U
PROFONDITÀ DI FORATURA FINO A ROTTURA TRUCIOLO
Q257 (in valore incrementale): accostamento dopo il
quale il TNC esegue una rottura truciolo. Nessuna
rottura truciolo con impostazione 0
U
U
U
U
INVERSIONE NELLA ROTTURA TRUCIOLO
Q256 (in valore
incrementale): valore della corsa di ritorno
dell'utensile nella rottura trucioli
U
U
U
U
PROFONDITÀ FRONTALE
Q358 (in valore incrementale):
distanza tra la punta dell'utensile e la superficie del
pezzo con lavorazione frontale dello smusso
U
U
U
U
ECCENTRICITA' SMUSSO FRONTALE
Q359 (in valore
incrementale): distanza di cui il TNC sposta il centro
dell'utensile rispetto al centro del foro