Foratura profonda (ciclo 1) – HEIDENHAIN iTNC 530 (340 420) Manuale d'uso
Pagina 249
HEIDENHAIN iTNC 530
221
8.3 Cicli di f
o
ra
tu
ra
, masc
hiat
ur
a e fr
esat
ur
a di filet
tat
ur
e
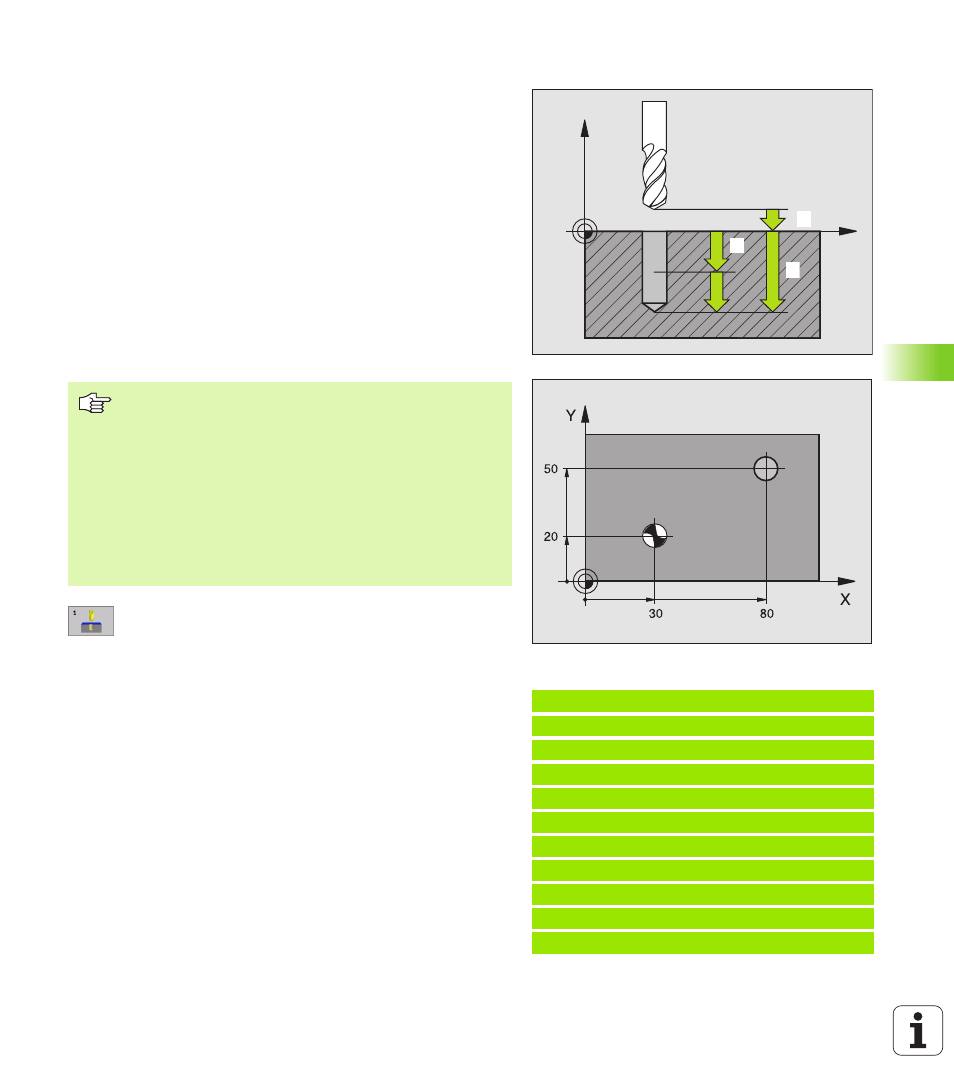
FORATURA PROFONDA (Ciclo 1)
1
L’utensile penetra con l’AVANZAMENTO F programmato dalla
posizione attuale fino alla prima PROF. DI ACCOSTAMENTO
2
In seguito il TNC riporta l’utensile in rapido FMAX alla prima
PROFONDITÀ DI ACCOSTAMENTO, ridotta della distanza di
prearresto t.
3
La DISTANZA DI PREARRESTO viene calcolata automaticamente:
n
PROFONDITÀ DI FORATURA fino a 30 mm: t = 0,6 mm
n
PROFONDITÀ DI FORATURA oltre 30 mm: t = Prof. di foratura/50
n
DISTANZA massima di PREARRESTO: 7 mm
4
Successivamente l'utensile penetra con l'AVANZAMENTO F
programmato di un'ulteriore PROFONDITÀ DI ACCOSTAMENTO
5
Il TNC ripete questa sequenza (da 1 a 4) fino a raggiungere la
PROFONDITÀ DI FORATURA programmata
6
Dal fondo del foro il TNC ritira l’utensile, trascorsa la SOSTA per la
spoglia, con FMAX alla posizione di partenza
U
U
U
U
DISTANZA DI SICUREZZA
1
(in valore incrementale):
distanza tra la punta dell'utensile (pos. di partenza) e
la superficie del pezzo
U
U
U
U
PROFONDITÀ
2
(in valore incrementale): distanza tra la
superficie del pezzo e il fondo del foro (vertice del
cono di foratura)
U
U
U
U
PROFONDITÀ DI ACCOSTAMENTO
3
(in valore
incrementale): quota dei singoli accostamenti
dell'utensile. La PROFONDITÀ DI FORATURA non
deve essere un multiplo della PROFONDITÀ DI
ACCOSTAMENTO. L'utensile si porta in un unico
passo alla PROFONDITÀ DI FORATURA quando:
n
PROFONDITÀ DI ACCOSTAMENTO e
PROFONDITÀ sono uguali
n
la PROFONDITÀ DI ACCOSTAMENTO è maggiore
della PROFONDITÀ DI FORATURA
U
U
U
U
TEMPO DI SOSTA in secondi
: tempo di permanenza
dell'utensile sul fondo del foro per eseguire la spoglia
U
U
U
U
AVANZAMENTO F
: velocità di avanzamento dell'utensile
durante la foratura in mm/min
Esempio: Blocchi NC
5 L Z+100 R0 FMAX
6 CYCL DEF 1.0 FORATURA PROFONDA
7 CYCL DEF 1,1 DIST 2
8 CYCL DEF 1,2 PROFOND -15
9 CYCL DEF 1.3 ACCOST 7.5
10 CYCL DEF 1.4 T. SOSTA 1
11 CYCL DEF 1.5 F80
12 L X+30 Y+20 FMAX M3
13 L Z+2 FMAX M99
14 L X+80 Y+50 FMAX M99
15 L Z+100 FMAX M2
X
Z
11
2
3
Da osservare prima della programmazione
Programmare un'istruzione di posizionamento sul punto di
partenza (centro del foro) nel piano di lavoro con correzione
del raggio R0.
Programmare l'istruzione di posizionamento del punto di
partenza nell'asse del mandrino (DISTANZA DI
SICUREZZA sopra la superficie del pezzo).
Il segno del parametro di ciclo "Profondità" determina la
direzione della lavorazione. Se si programma Profondità =
0 il TNC non esegue il ciclo.