HEIDENHAIN TNC 640 (34059x-01) Cycle programming Manuale d'uso
Pagina 396
396
Cicli di tastatura: definizione automatica delle posizioni inclinate del pezzo
15.7 Allineament
o della posizione inc
linata di un pezz
o tr
amit
e l'asse C
(ciclo
405, DIN/ISO:
G405)
U
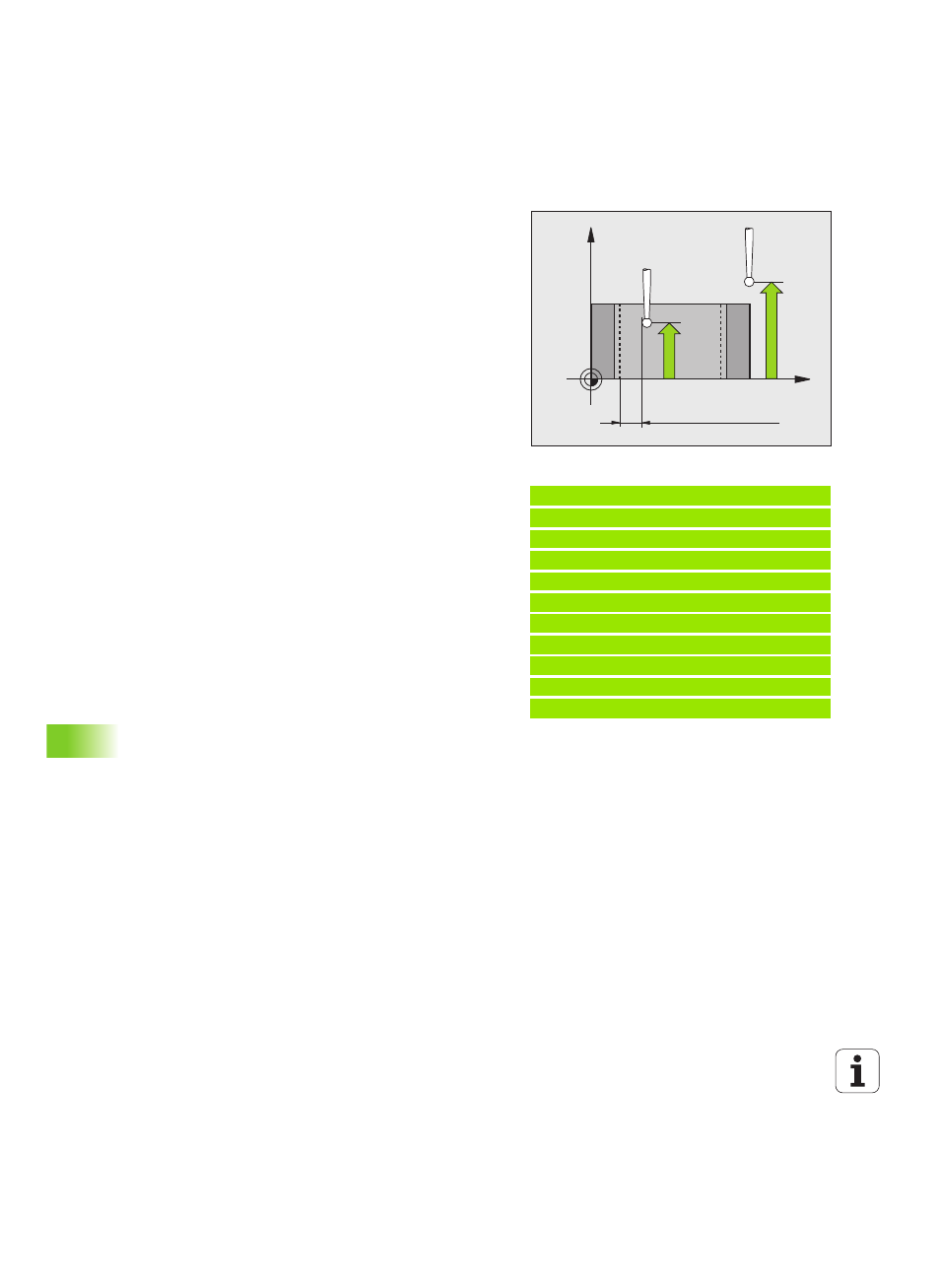
MIS. ALTEZZA SU ASSE TASTATORE
Q261 (in valore
assoluto): coordinata del centro della sfera (= punto di
contatto) nell'asse del tastatore, sul quale deve
essere effettuata la misurazione. Campo di
immissione da -99999,9999 a 99999,9999
U
DISTANZA DI SICUREZZA
Q320 (in valore incrementale):
distanza addizionale tra il punto di misura e la sfera del
tastatore. Q320 attivo in aggiunta a SET_UP (tabella del
sistema di tastatura). Campo di immissione da 0 a
99999,9999
U
ALTEZZA DI SICUREZZA
Q260 (in valore assoluto):
coordinata dell'asse del tastatore che esclude una
collisione tra il tastatore e il pezzo (dispositivo di
serraggio). Campo di immissione da -99999,9999 a
99999,9999
U
SPOSTARSI A ALT. SICUR.
Q301: determinare in che
modo il tastatore deve spostarsi tra i punti di misura:
0: spostamento tra i punti da misurare all'altezza di
misura
1: spostamento tra i punti da misurare all'altezza di
sicurezza
U
ZERO DOPO ALLINEAMENTO
Q337: determinare se il TNC
deve impostare la visualizzazione dell'asse C a 0 o se
deve scrivere l'offset angolare nella colonna C della
tabella origini:
0: azzeramento della visualizzazione dell'asse C
>0: scrittura dell'offset angolare misurato nella tabella
origini con il segno corretto. Numero riga = valore di
Q337. Se nella tabella origine era già stato registrato
uno spostamento C, il TNC vi addiziona l'offset
angolare misurato, tenendo conto del segno
Esempio: blocchi NC
5 TCH PROBE 405 ROT SU ASSE C
Q321=+50
;CENTRO 1º ASSE
Q322=+50
;CENTRO 2º ASSE
Q262=10
;DIAMETRO NOMINALE
Q325=+0
;ANGOLO DI PARTENZA
Q247=90
;ANGOLO INCREMENTALE
Q261=-5
;ALTEZZA MISURATA
Q320=0
;DISTANZA SICUREZZA
Q260=+20
;ALTEZZA DI SICUREZZA
Q301=0
;SPOST. A ALT. SICUR.
Q337=0
;SETTARE ZERO
X
Z
Q261
Q260
SET_UP(TCHPROBE.TP)
+
Q320