Parametri ciclo – HEIDENHAIN TNC 640 (34059x-01) Cycle programming Manuale d'uso
Pagina 308
308
Cicli: tornitura
13.1
0 T
O
RNITURA P
A
RALLELA AL PR
OFIL
O (ciclo 815)
Parametri ciclo
U
TIPO DI LAVORAZIONE
Q215: definizione del tipo di
lavorazione:
0: sgrossatura e finitura
1: solo sgrossatura
2: solo finitura a quota finita
3: solo finitura a sovrametallo
U
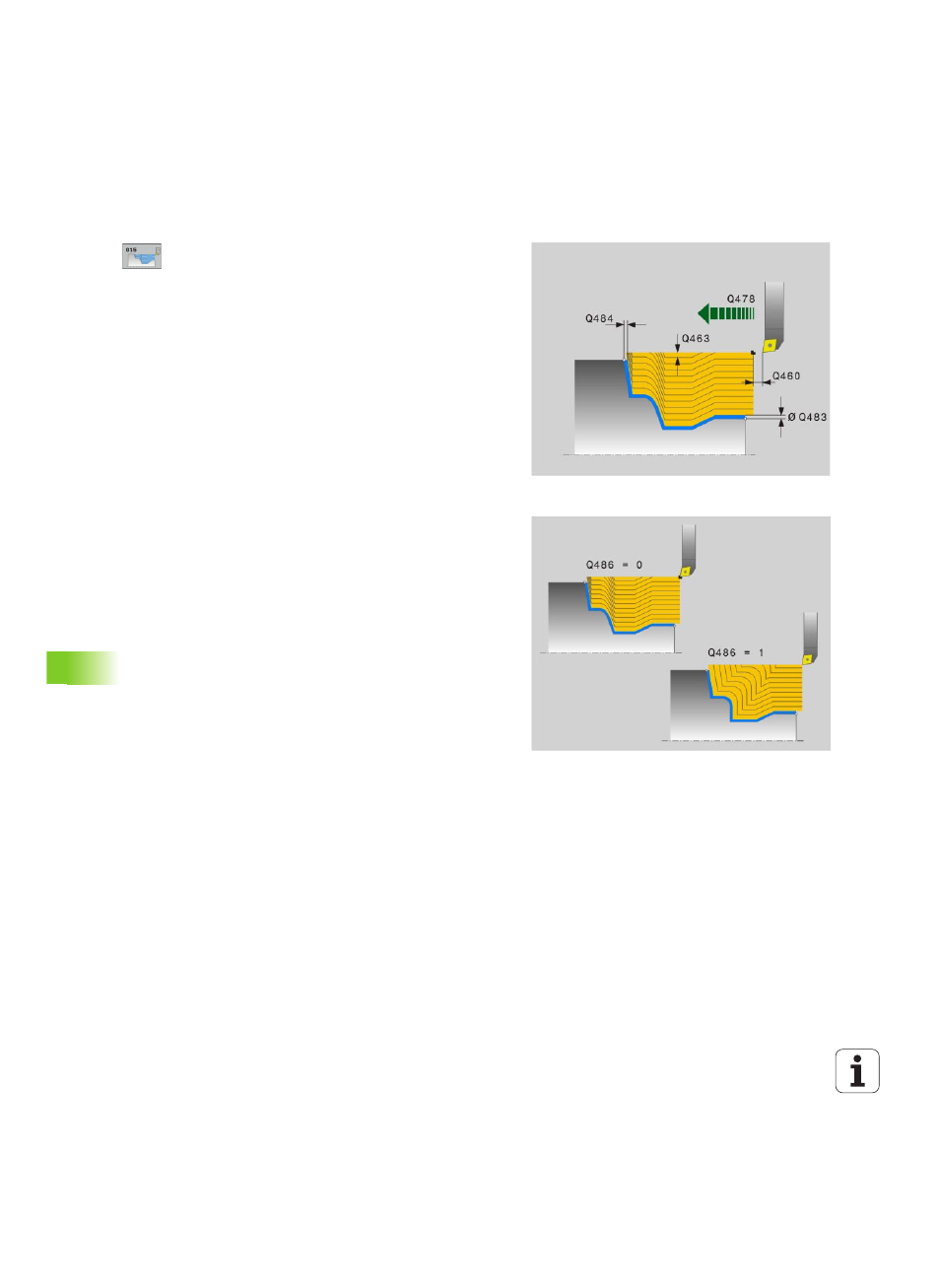
DISTANZA DI SICUREZZA
Q460 (in valore incrementale):
distanza per movimento di ritorno e
preposizionamento
U
SOVRAMETALLO GREZZO
Q485: sovrametallo parallelo al
profilo sul profilo definito
U
LINEE DI TAGLIO
Q486: definizione del tipo di linee di
taglio:
0: passate con sezione truciolo costante
1: configurazione di taglio equidistante
U
INVERSIONE PROFILO
Q499: definizione della direzione
di lavorazione del profilo:
0: il profilo viene eseguito nella direzione
programmata
1: il profilo viene eseguito in direzione inversa a quella
programmata
U
PROFONDITA' DI TAGLIO MAX
Q463: incremento
massimo (indicazione del raggio) in direzione radiale.
L'incremento viene ripartito in modo uniforme per
evitare passate di finitura.