22 filettatura assiale (ciclo 831), Applicazione, Esecuzione del ciclo – HEIDENHAIN TNC 640 (34059x-01) Cycle programming Manuale d'uso
Pagina 351: Filettatura assiale (ciclo 831)
HEIDENHAIN TNC 640
351
13.22 FILET
T
A
T
URA A
S
SIALE (ciclo
831)
13.22 FILETTATURA ASSIALE
(ciclo 831)
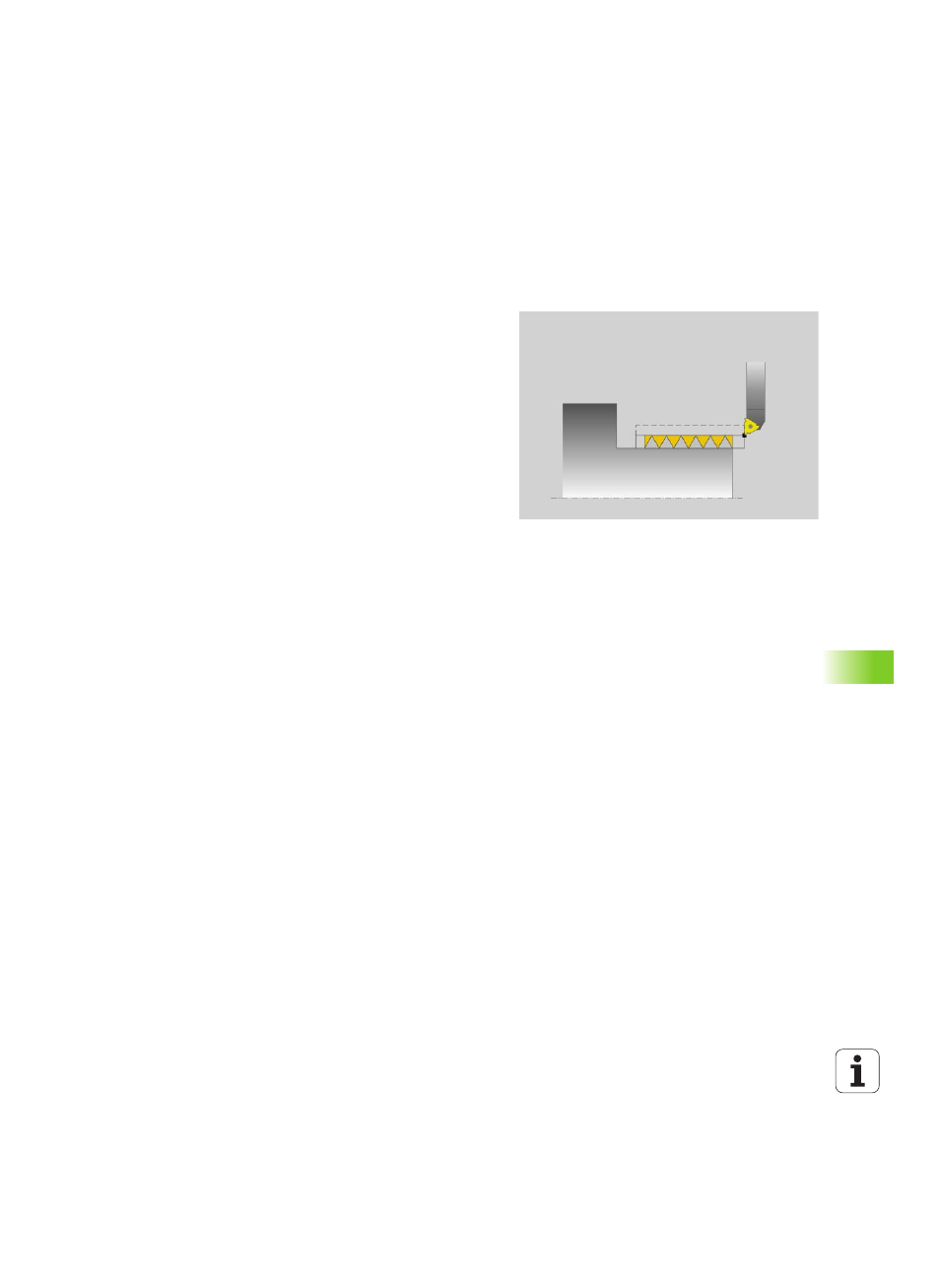
Applicazione
Questo ciclo consente di eseguire la tornitura assiale di filetti.
Con questo ciclo possono essere realizzati filetti a uno o più principi.
Se nel ciclo non viene immessa alcuna profondità di filettatura, il ciclo
impiega la profondità di filettatura a norma ISO 1502.
Il ciclo può essere impiegato per lavorazioni interne e per lavorazioni
esterne.
Esecuzione del ciclo
Come punto di partenza del ciclo il TNC impiega la posizione
dell’utensile alla chiamata del ciclo.
1
Il TNC posiziona l'utensile in rapido alla distanza di sicurezza prima
del filetto ed esegue un incremento.
2
Il TNC esegue una passata assiale parallela all'asse. In questo
modo il TNC sincronizza avanzamento e numero di giri affinché
venga creato il passo definito.
3
Il TNC solleva l'utensile in rapido della distanza di sicurezza.
4
Il TNC riposiziona l'utensile in rapido all'inizio della passata.
5
Il TNC esegue un incremento. Gli incrementi vengono eseguiti in
conformità all'angolo di incremento Q467.
6
Il TNC ripete questa sequenza (da 2 a 5) fino ad ottenere la
profondità di filettatura.
7
Il TNC esegue il numero di passate a vuoto definite in Q476.
8
Il TNC ripete questa sequenza (da 2 a 7) secondo il numero di
principi Q475.
9
Il TNC riposiziona l'utensile in rapido al punto di partenza del ciclo.