Parametri ciclo – HEIDENHAIN TNC 640 (34059x-01) Cycle programming Manuale d'uso
Pagina 312
312
Cicli: tornitura
13.1
1
T
O
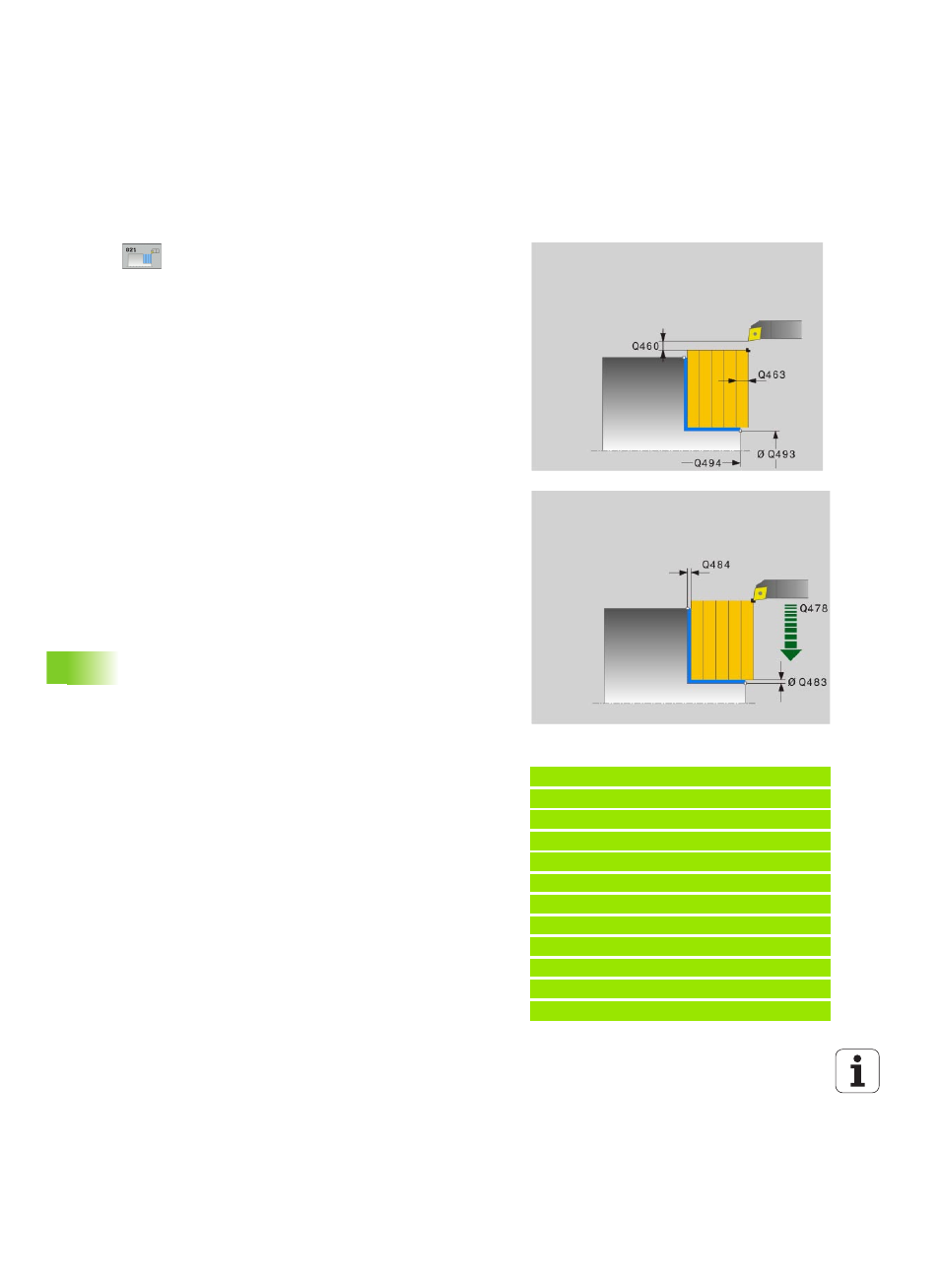
RNITURA GRADINO RADIALE (ciclo 821)
Parametri ciclo
U
TIPO DI LAVORAZIONE
Q215: definizione del tipo di
lavorazione:
0: sgrossatura e finitura
1: solo sgrossatura
2: solo finitura a quota finita
3: solo finitura a sovrametallo
U
DISTANZA DI SICUREZZA
Q460 (in valore incrementale):
distanza per movimento di ritorno e
preposizionamento
U
DIAMETRO FINE PROFILO
Q493: coordinata X del punto
finale (indicazione del diametro)
U
FINE PROFILO Z
Q494: coordinata Z del punto finale
U
PROFONDITA' DI TAGLIO MAX
Q463: incremento
massimo in direzione assiale. L'incremento viene
ripartito in modo uniforme per evitare passate di
finitura.
U
AVANZAMENTO SGROSSATURA
Q478: velocità di
avanzamento in sgrossatura. Se è stata programmata
la funzione M136, il TNC interpreta l'avanzamento in
millimetri al giro, senza la funzione M136 in millimetri
al minuto.
U
DIAMETRO SOVRAMETALLO
Q483: sovrametallo sul
diametro del profilo definito
U
SOVRAMETALLO Z
Q484: sovrametallo sul profilo definito
in direzione assiale
U
AVANZAMENTO FINITURA
Q505: velocità di avanzamento
in finitura. Se è stata programmata la funzione M136,
il TNC interpreta l'avanzamento in millimetri al giro,
senza la funzione M136 in millimetri al minuto.
Esempio: blocchi NC
11 CYCL DEF 821 TORNITURA GRADINO RADIALE
Q215=+0
;TIPO LAVORAZIONE
Q460=+2
;DISTANZA DI SICUREZZA
Q493=+30
;DIAMETRO FINE PROFILO
Q494=-5
;FINE PROFILO Z
Q463=+3
;PROFONDITA' DI TAGLIO MAX
Q478=+0.3 ;AVANZAMENTO SGROSSATURA
Q483=+0.4 ;SOVRAMETALLO DIAMETRO
Q484=+0.2 ;SOVRAMETALLO Z
Q505=+0.2 ;AVANZAMENTO FINITURA
12 L X+75 Y+0 Z+2 FMAX M303
13 CYCL CALL