18 troncatura profilo radiale (ciclo 860), Applicazione, Esecuzione del ciclo sgrossatura – HEIDENHAIN TNC 640 (34059x-01) Cycle programming Manuale d'uso
Pagina 336: Troncatura profilo radiale (ciclo 860)
336
Cicli: tornitura
13.1
8 TR
ONCA
T
URA PR
OFIL
O RADIALE (ciclo 860)
13.18 TRONCATURA PROFILO
RADIALE (ciclo 860)
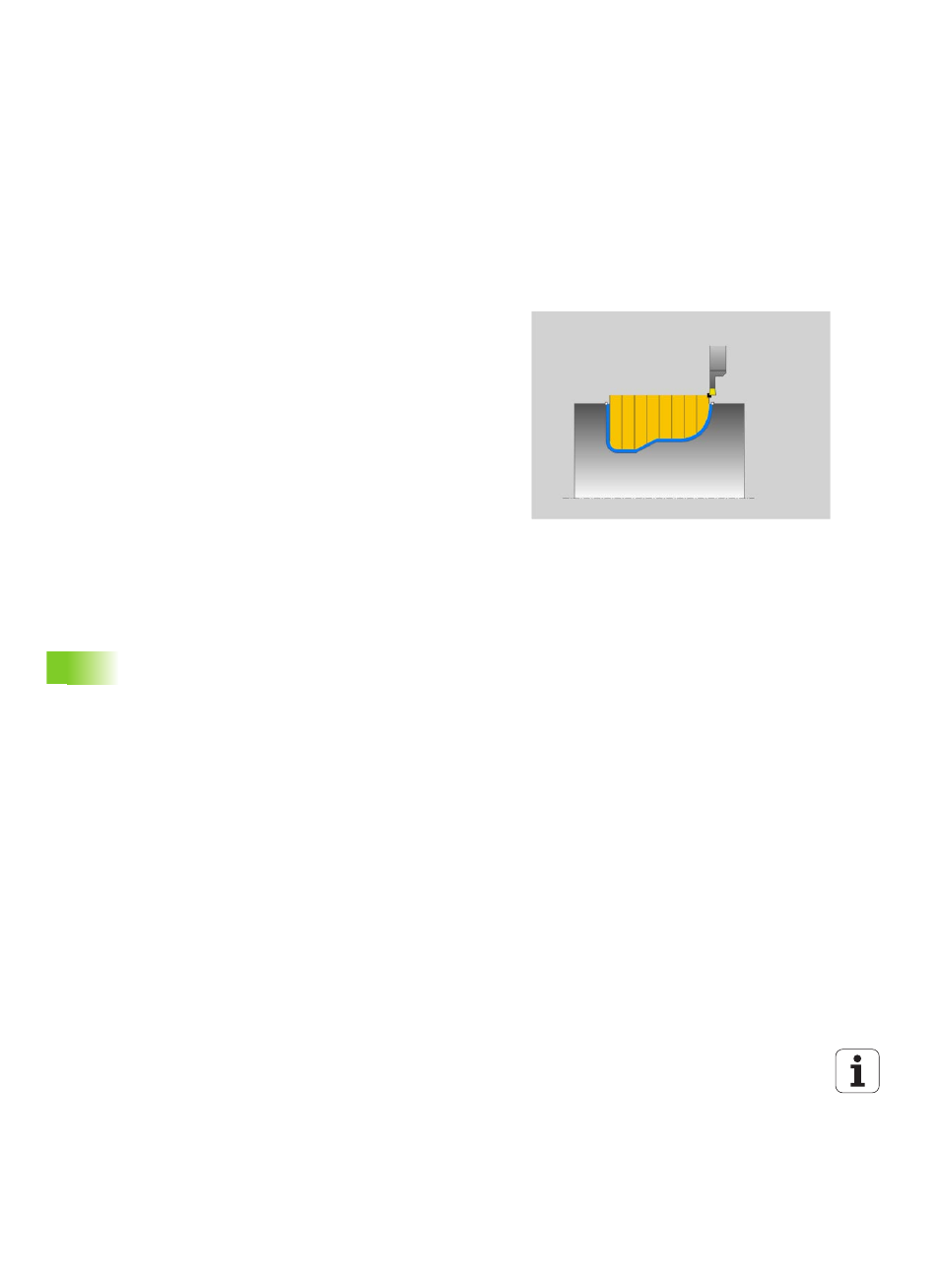
Applicazione
Questo ciclo consente di eseguire la troncatura radiale di scanalature
di qualsiasi forma.
Il ciclo può essere impiegato a scelta per la lavorazione di sgrossatura,
finitura o completa. La lavorazione a passate per la sgrossatura è
parassiale.
Il ciclo può essere impiegato per lavorazioni interne e per lavorazioni
esterne. Se il punto di partenza del profilo è maggiore del punto finale
del profilo, il ciclo esegue una lavorazione esterna. Se il punto di
partenza del profilo è minore del punto finale, il ciclo esegue una
lavorazione interna.
Esecuzione del ciclo Sgrossatura
1
Il TNC posiziona l'utensile in rapido sulla coordinata Z (prima
posizione di troncatura).
2
Il TNC esegue in rapido un incremento parassiale (incremento
laterale = 0,8 la larghezza del tagliente).
3
Il TNC lavora l'area tra la posizione di partenza e il punto finale in
direzione radiale con l'avanzamento definito Q478.
4
Il TNC riposiziona l'utensile in rapido all'inizio della passata.
5
Il TNC ripete questa sequenza (da 2 a 4) fino ad ottenere la forma
della scanalatura.
6
Il TNC riposiziona l'utensile in rapido al punto di partenza del ciclo.