Parametri ciclo – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Manuale d'uso
Pagina 68
Cicli di lavorazione: foratura
3.4
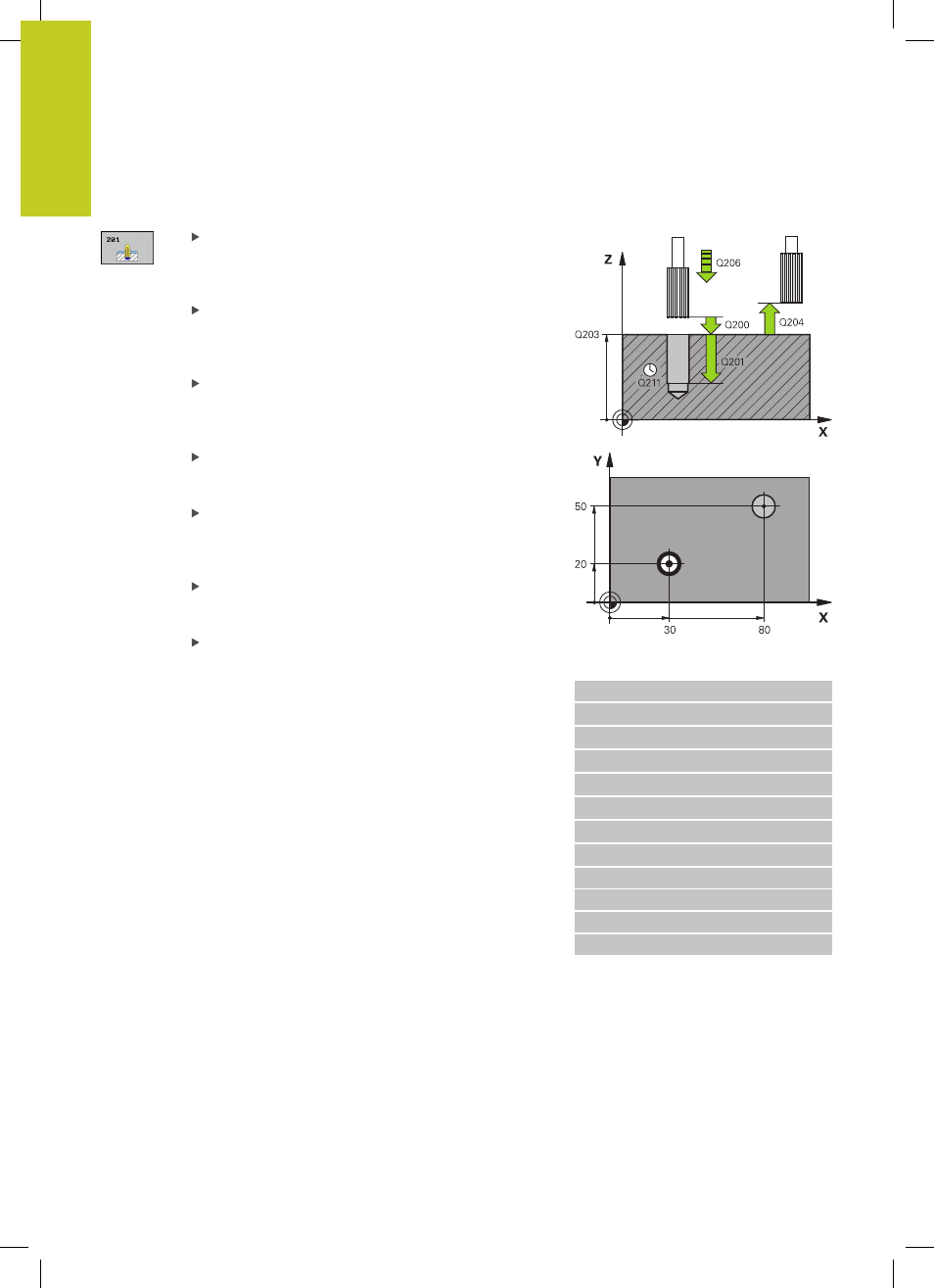
ALESATURA (ciclo 201, DIN/ISO: G201)
3
68
TNC 320 | Manuale utente programmazione di cicli | 10/2013
Parametri ciclo
DISTANZA DI SICUREZZA Q200 (in valore
incrementale): distanza tra la punta dell'utensile e
la superficie del pezzo. Campo di immissione da 0 a
99999,9999
PROFONDITÀ Q201 (in valore incrementale):
distanza tra la superficie del pezzo e il fondo del
foro. Campo di immissione da -99999,9999 a
99999,9999
AVANZAMENTO INCREMENTO Q206: velocità di
spostamento dell'utensile durante l'alesatura in mm/
min. Campo di immissione da 0 a 99999,999, in
alternativa
FAUTO, FU
TEMPO ATTESA SOTTO Q211: tempo in secondi
durante il quale l'utensile sosta sul fondo del foro.
Campo di immissione da 0 a 3600,0000
AVANZAMENTO RITORNO Q208: velocità di
spostamento dell'utensile durante l'uscita dal foro in
mm/min. Impostando Q208 = 0, vale l'avanzamento
di alesatura. Campo di immissione da 0 a 99999,999
COORD. SUPERFICIE PEZZO Q203 (in valore
assoluto): coordinata della superficie del pezzo.
Campo di immissione da 0 a 99999,9999
2ª DISTANZA DI SICUREZZA Q204 (in valore
incrementale): coordinata dell'asse del mandrino
che esclude una collisione tra l'utensile e il pezzo
(dispositivo di serraggio). Campo di immissione da 0
a 99999,9999
Blocchi NC
11 CYCL DEF 201 ALESATURA
Q200=2
;DISTANZA SICUREZZA
Q201=-15
;PROFONDITÀ
Q206=100
;AVANZ. INCREMENTO
Q211=0.5
;TEMPO ATTESA SOTTO
Q208=250
;AVANZAM. RITORNO
Q203=+20
;COORD. SUPERFICIE
Q204=100
;2° DIST. DI SICUREZZA
12 L X+30 Y+20 FMAX M3
13 CYCL CALL
14 L X+80 Y+50 FMAX M9
15 L Z+100 FMAX M2