Parametri ciclo – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Manuale d'uso
Pagina 110
Cicli di lavorazione: maschiatura / fresatura filetto
4.7
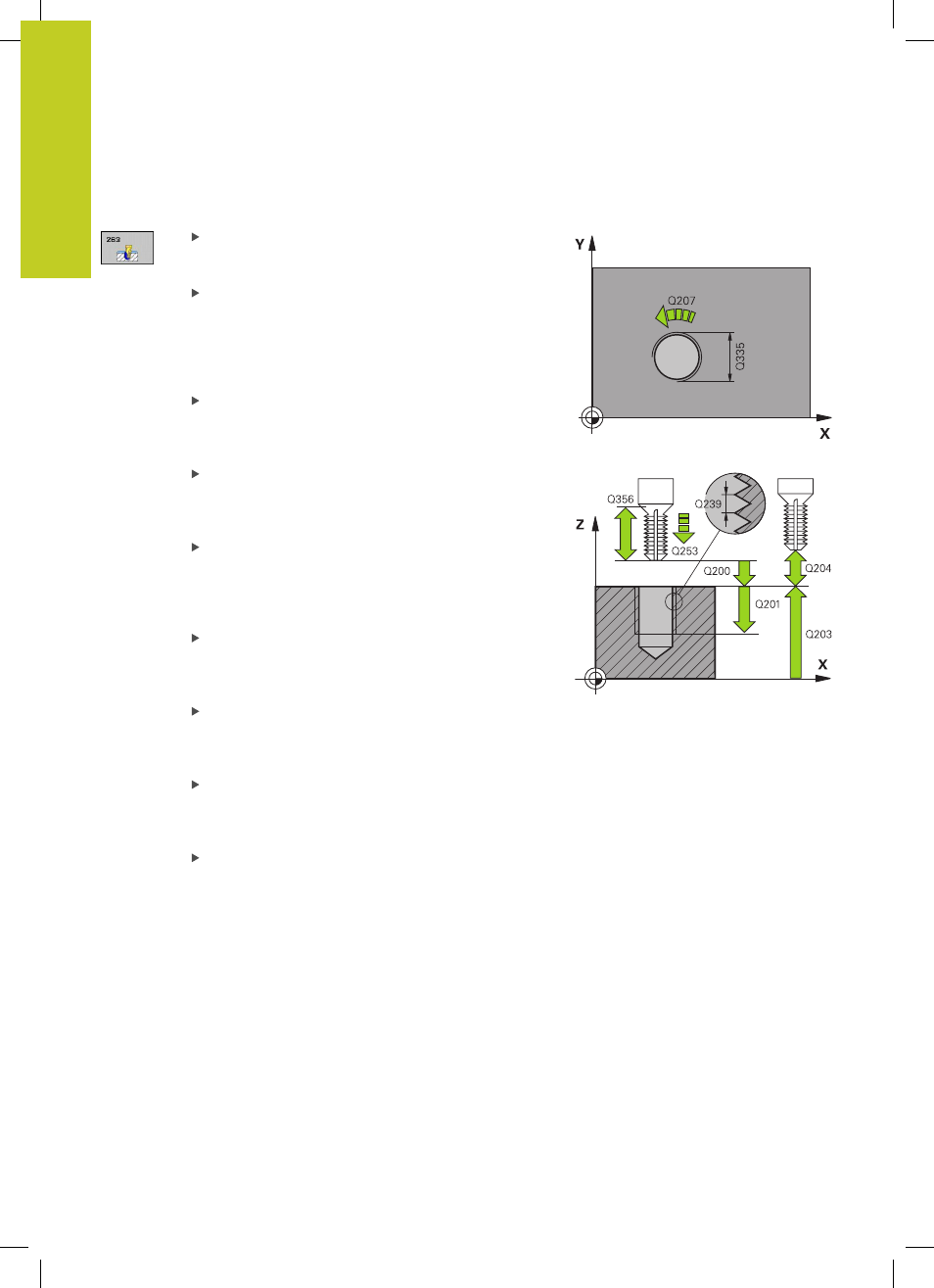
FRESATURA DI FILETTI CON SMUSSO (ciclo 263, DIN/ISO: G263)
4
110
TNC 320 | Manuale utente programmazione di cicli | 10/2013
Parametri ciclo
DIAMETRO NOMINALE Q335: diametro nominale
della filettatura. Campo di immissione da 0 a
99999,9999
PASSO FILETTATURA Q239: passo della filettatura.
Il segno definisce se si tratta di una filettatura
destrorsa o sinistrorsa:
+
= filettatura destrorsa
–
= filettatura sinistrorsa Campo di immissione da
-99,9999 a 99,9999
PROFONDITÀ FILETTO Q201 (in valore
incrementale): distanza tra la superficie del pezzo
e il fondo della filettatura. Campo di immissione da
-99999,9999 a 99999,9999
PROFONDITÀ SVASATURA Q356: (in valore
incrementale): distanza tra la superficie del pezzo
e la punta dell'utensile. Campo di immissione da
-99999,9999 a 99999,9999
AVANZAMENTO DI AVVICINAMENTO Q253: velocità
di spostamento dell'utensile durante la penetrazione
nel pezzo e l'estrazione dal pezzo in mm/min.
Campo di immissione da 0 a 99999,9999 In
alternativa
FMAX, FAUTO
MODO FRESATURA Q351: tipo della lavorazione di
fresatura con M3
+1
= concorde
–1
= discorde
DISTANZA DI SICUREZZA Q200 (in valore
incrementale): distanza tra la punta dell'utensile e
la superficie del pezzo. Campo di immissione da 0 a
99999,9999
DISTANZA DI SICUREZZA LATERALE Q357 (in valore
incrementale): distanza tra il tagliente dell'utensile
e la parete del foro. Campo di immissione da 0 a
99999,9999
PROFONDITÀ FRONTALE Q358 (in valore
incrementale): distanza tra la punta dell'utensile e
la superficie del pezzo con lavorazione frontale dello
smusso. Campo di immissione da -99999,9999 a
99999,9999