Parametri ciclo – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Manuale d'uso
Pagina 372
Cicli di tastatura: controllo automatico dei pezzi
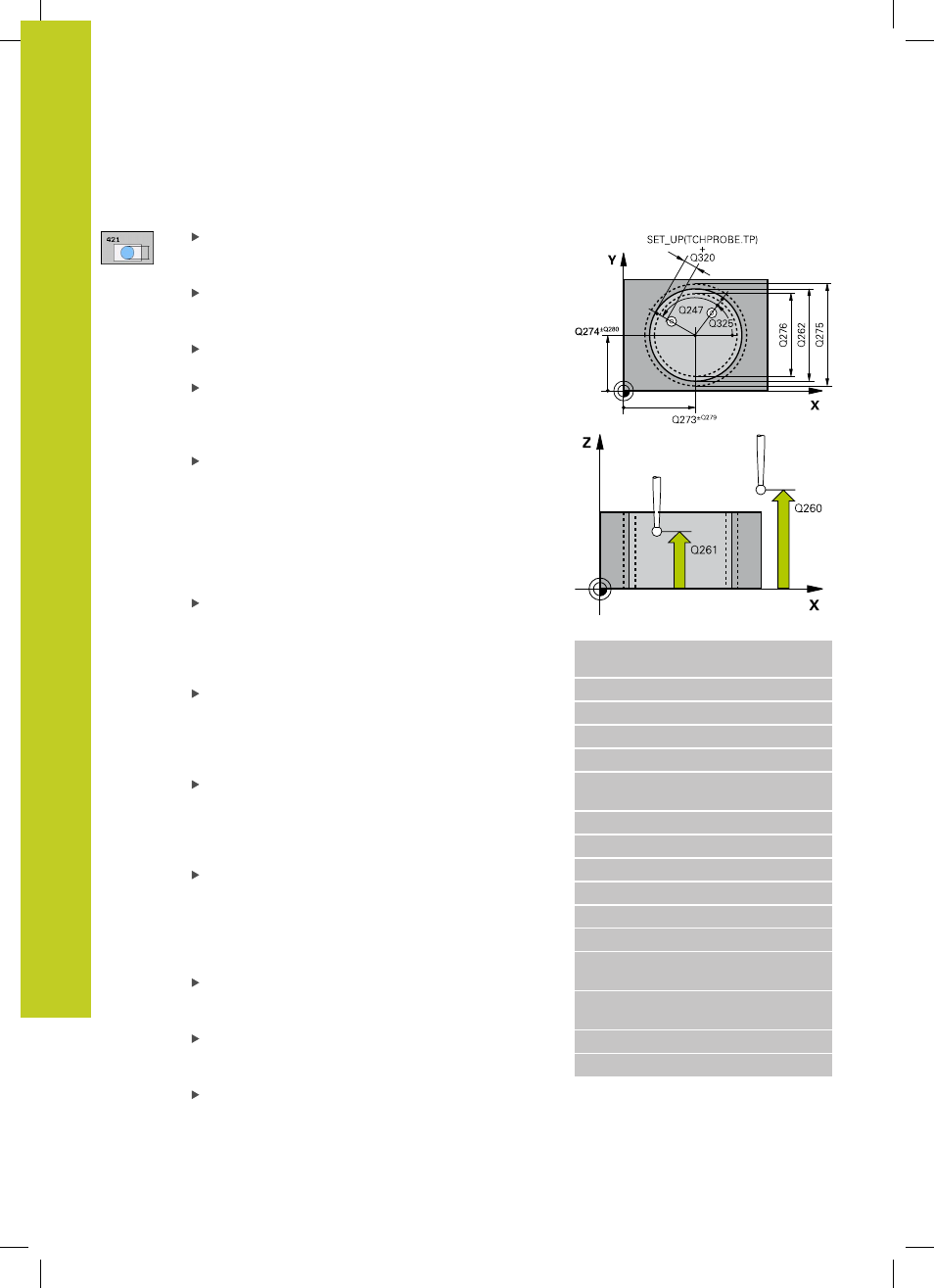
16.5 MISURAZIONE FORO (ciclo 421, DIN/ISO: G421)
16
372
TNC 320 | Manuale utente programmazione di cicli | 10/2013
Parametri ciclo
CENTRO 1º ASSE Q273 (in valore assoluto): centro
del foro nell'asse principale del piano di lavoro.
Campo di immissione da -99999,9999 a 99999,9999
CENTRO 2º ASSE Q274 (in valore assoluto): centro
del foro nell'asse secondario del piano di lavoro.
Campo di immissione da -99999,9999 a 99999,9999
DIAMETRO NOMINALE Q262: inserire il diametro del
foro. Campo di immissione da 0 a 99999,9999
ANGOLO DI PARTENZA Q325 (in valore assoluto):
angolo tra l'asse principale del piano di lavoro e il
primo punto da tastare. Campo di immissione da
-360,000 a 360,000
ANGOLO INCREMENTALE Q247 (in valore
incrementale): angolo tra due punti da misurare; il
segno dell'angolo definisce il senso di rotazione (-
= senso orario) con il quale il tastatore si porta sul
successivo punto da misurare. Per la misurazione
di archi di cerchio, programmare un angolo
incrementale inferiore a 90°. Campo di immissione
da -120,000 a 120,000
MIS. ALTEZZA SU ASSE TASTATORE Q261 (in
valore assoluto): coordinata del centro della sfera
(= punto di contatto) nell'asse del tastatore sul quale
deve essere effettuata la misurazione. Campo di
immissione da -99999,9999 a 99999,9999
DISTANZA DI SICUREZZA Q320 (in valore
incrementale): distanza addizionale tra il punto
di misura e la sfera del tastatore. Q320 attivo in
aggiunta a
SET_UP (tabella del sistema di tastatura).
Campo di immissione da 0 a 99999,9999
ALTEZZA DI SICUREZZA Q260 (in valore assoluto):
coordinata dell'asse del tastatore che esclude una
collisione tra il tastatore e il pezzo (dispositivo di
serraggio). Campo di immissione da -99999,9999 a
99999,9999
SPOSTARSI A ALT. SICUR. Q301: definisce il modo di
spostamento del tastatore tra i punti da misurare:
0
: spostamento tra i punti da misurare all'altezza di
misura
1
: spostamento tra i punti da misurare all'altezza di
sicurezza
LIMITE MAX. FORATURA Q275: diametro massimo
ammesso per il foro (tasca circolare). Campo di
immissione da 0 a 99999,9999
LIMITE MIN. FORATURA Q276: diametro minimo
ammesso per il foro (tasca circolare). Campo di
immissione da 0 a 99999,9999
TOLLERANZA CENTRO 1º ASSE Q279: scostamento
di posizione ammesso nell'asse principale del piano
di lavoro. Campo di immissione da 0 a 99999,9999
Blocchi NC
5 TCH PROBE 421 MISURARE
FORATURA
Q273=+50
;CENTRO 1º ASSE
Q274=+50
;CENTRO 2º ASSE
Q262=75
;DIAMETRO NOMINALE
Q325=+0
;ANGOLO DI PARTENZA
Q247=+60
;ANGOLO
INCREMENTALE
Q261=-5
;ALTEZZA MISURATA
Q320=0
;DISTANZA SICUREZZA
Q260=+20
;ALTEZZA DI SICUREZZA
Q301=1
;SPOST. A ALT. SICUR.
Q275=75,12
;LIMITE MASSIMO
Q276=74,95
;LIMITE MINIMO
Q279=0,1
;TOLLERANZA 1º
CENTRO
Q280=0,1
;TOLLERANZA 2º
CENTRO
Q281=1
;PROTOCOLLO DI MIS.
Q309=0
;STOP PGM SE ERRORE