Esempio: contornatura profilo – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Manuale d'uso
Pagina 190
Cicli di lavorazione: profilo tasca
7.10 Esempi di programmazione
7
190
TNC 320 | Manuale utente programmazione di cicli | 10/2013
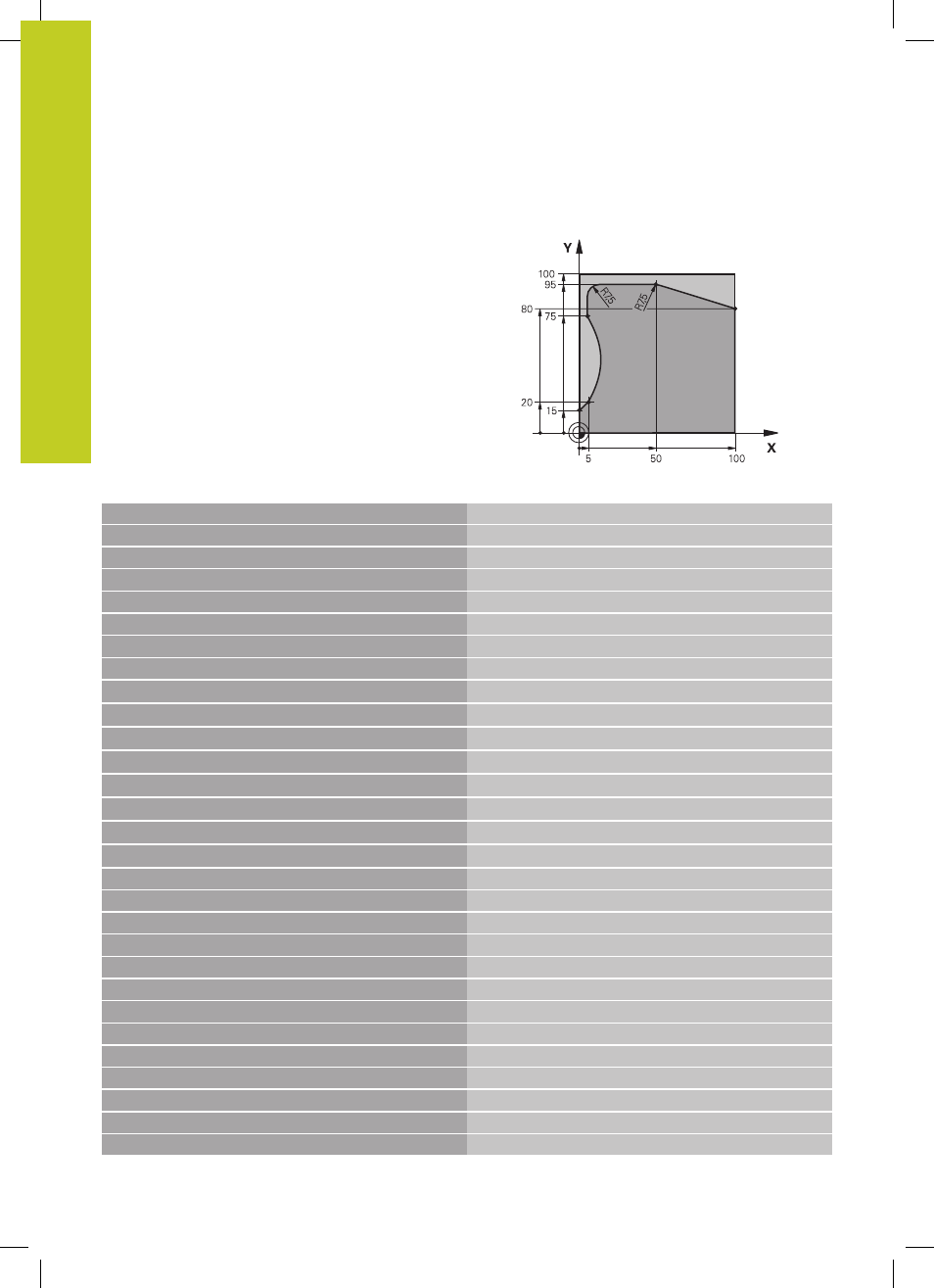
Esempio: contornatura profilo
0 BEGIN PGM C25 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Definizione pezzo grezzo
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S2000
Chiamata utensile, diametro 20
4 L Z+250 R0 FMAX
Disimpegno utensile
5 CYCL DEF 14.0 PROFILO
Definizione del sottoprogramma del profilo
6 CYCL DEF 14.1 LABEL PROFILO 1
7 CYCL DEF 25 CONTORNATURA PROFILO
Definizione dei parametri di lavorazione
Q1=-20
;PROF. FRESATURA
Q3=+0
;SOVRAM. LATERALE
Q5=+0
;COORD. SUPERFICIE
Q7=+250
;ALTEZZA DI SICUREZZA
Q10=5
;PROF. INCREMENTO
Q11=100
;AVANZ. INCREMENTO
Q12=200
;AVANZAM. FRESATURA
Q15=+1
;MODO FRESATURA
8 CYCL CALL M3
Chiamata ciclo
9 L Z+250 R0 FMAX M2
Disimpegno utensile, fine programma
10 LBL 1
Sottoprogramma del profilo
11 L X+0 Y+15 RL
12 L X+5 Y+20
13 CT X+5 Y+75
14 L Y+95
15 RND R7.5
16 L X+50
17 RND R7.5
18 L X+100 Y+80
19 LBL 0
20 END PGM C25 MM