1 0 cicli speciali – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Manuale d'uso
Pagina 465
HEIDENHAIN iTNC 530
465
8.1
0
Cicli speciali
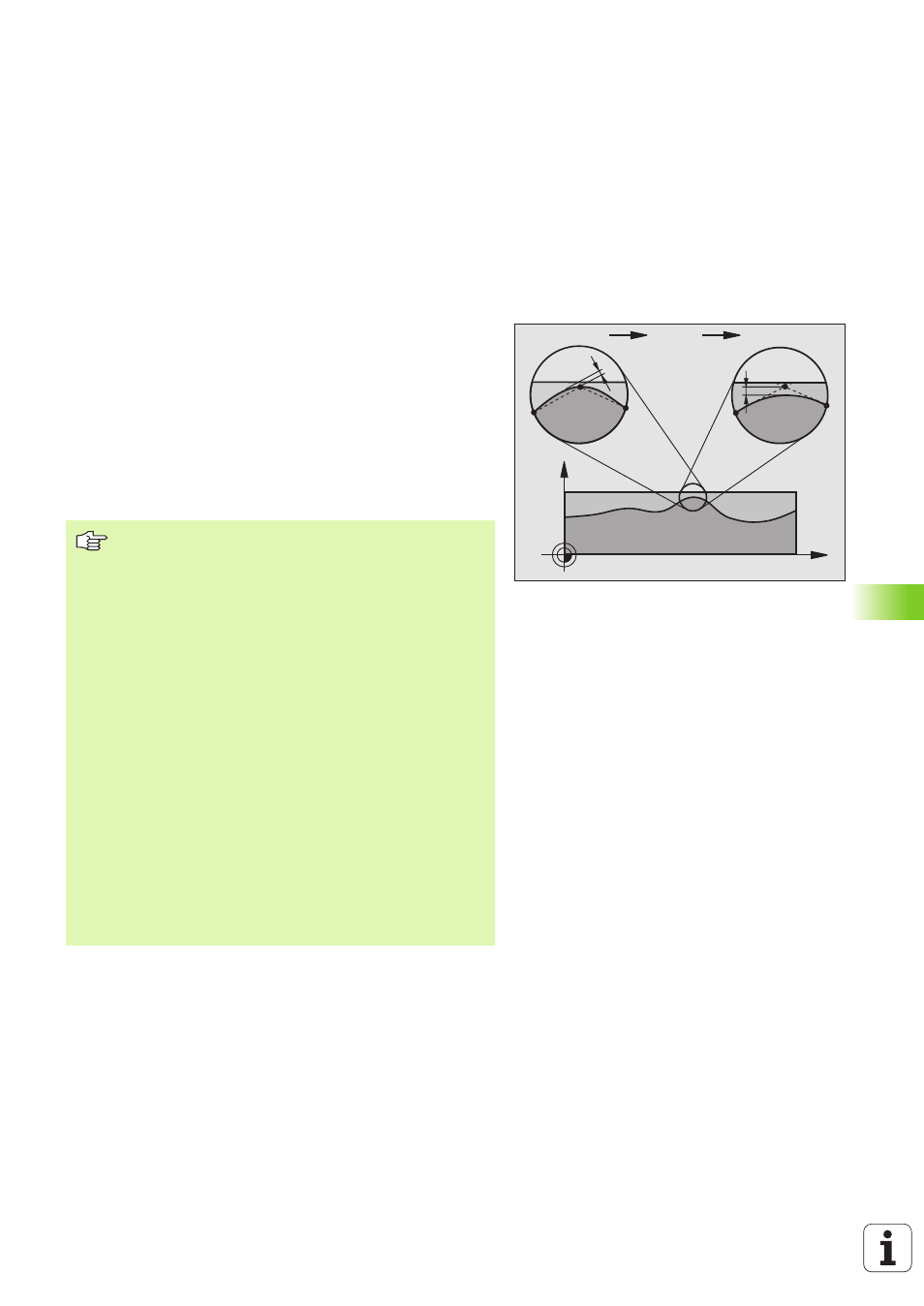
Effetti sulla definizione geometrica nel sistema CAM
Il fattore che influisce maggiormente nella generazione esterna del
programma NC è l’errore di corda S che può essere definito nel
sistema CAM. Attraverso l’errore di corda viene definita la massima
distanza tra i punti del programma NC generato mediante un
postprocessore (PP). Se l’errore di corda è uguale o minore del valore
di tolleranza scelto nel ciclo G62 T, il TNC può lisciare i punti del profilo,
se l’avanzamento programmato non viene limitato da speciali
impostazioni della macchina.
La lisciatura ottimale del profilo si ottiene quando il valore di tolleranza
viene scelto nel ciclo G62 tra 1,1 e 2 volte l’errore di corda CAM.
Programmazione
X
Z
T
S
CAM
TNC
PP
Da osservare prima della programmazione
Il ciclo G62 è DEF attivo, cioè è attivo a partire dalla sua
definizione nel programma
Il TNC resetta il ciclo G62 se
il ciclo G62 viene ridefinito e le domande di dialogo per il
valore di tolleranza
vengono confermate con NO
ENT
con il tasto PGM MGT si seleziona un nuovo programma
Dopo che il ciclo G62 è stato resettato, il TNC riattiva la
tolleranza impostata tramite parametro macchina.
Il valore di tolleranza T inserito viene interpretato dal TNC
in mm in un programma in mm e in pollici in un programma
in pollici.
Se si carica un programma con il ciclo G62 contenente
come parametro di ciclo solo il VALORE DI TOLLERANZA T,
event. il TNC aggiunge gli altri due parametri con il valore
0.
Aumentando la tolleranza inserita, di regola diminuisce il
diametro del cerchio nei movimenti circolari. Se sulla
macchina è attivo il filtro HSC (event. chiedere al
Costruttore della macchina), il cerchio può anche
aumentare.