4 apertura e inserimento programmi, Definizione del pezzo grezzo: g30/g31, Definizione del pezzo grezzo – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Manuale d'uso
Pagina 128
128
4 Programmazione: Generalità, gestione file dati, aiuti di programmazione, gestione dei pallet
4.4 Aper
tu
ra
e inser
iment
o pr
ogr
a
mmi
4.4 Apertura e inserimento
programmi
Configurazione di un programma NC nel formato
DIN/ISO
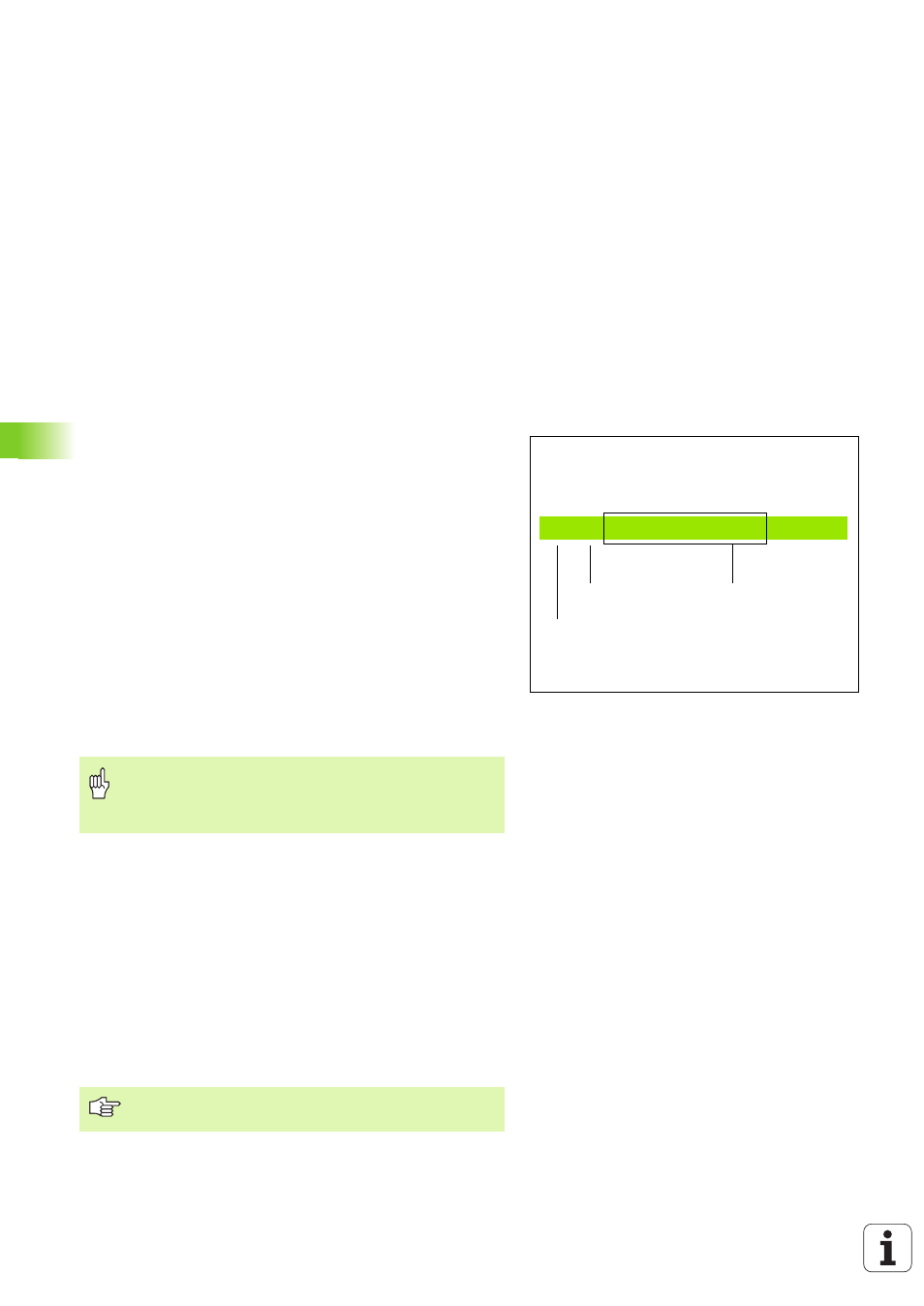
Un programma di lavorazione consiste in una serie di blocchi di
programma. La figura a destra illustra i singoli elementi di un blocco.
Il TNC numera automaticamente i blocchi dei programmi di lavorazione
in ordine crescente, in funzione di MP7220. MP7220 definisce il passo
di incremento dei numeri di blocco.
Il primo blocco di un programma è identificato dall'istruzione %, dal
nome del programma e dall'unità di misura (G70/G71) valida.
I blocchi successivi contengono i dati relativi a:
il pezzo grezzo
Chiamate utensile
gli avanzamenti e i numeri di giri, nonché
Posizionamento su una posizione di sicurezza
le traiettorie, i cicli e altre funzioni.
L’ultimo blocco di un programma è identificato dall'istruzione
N99999999
%, dal nome del programma e dall'unità di misura (G70/G71)
valida.
Definizione del pezzo grezzo: G30/G31
Direttamente dopo l'apertura di un nuovo programma si deve definire
un pezzo parallelepipedo, non lavorato. Questa definizione occorre al
TNC per le simulazioni grafiche. I lati del parallelepipedo possono
avere una lunghezza massima di 100.000 mm e devono essere
paralleli agli assi X,Y e Z. Questo pezzo grezzo viene definito tramite
due dei suoi spigoli:
Punto MIN G30: corrispondente alle coordinate X, Y e Z più piccole
del parallelepipedo, da inserire quali valori assoluti
Punto MAX G31: corrispondente alle coordinate massime X, Y e Z
del parallelepipedo, da inserire quali valori assoluti o incrementali
(con G91)
N10 G00 G40 X+10 Y+5 F100 M3 *
Numero blocco
Funz. di traiettoria
Istruzioni
Blocco
Dopo una chiamata utensile, HEIDENHAIN raccomanda di
eseguire sempre un posizionamento su una posizione di
sicurezza da cui il TNC può eseguire senza collisioni il
posizionamento per la lavorazione!
Il pezzo grezzo deve essere definito solo se si desidera
effettuare il test grafico del programma!