HEIDENHAIN MANUALplus 4110 Pilot Manuale d'uso
Pagina 96
96
Lavorazione superficie frontale
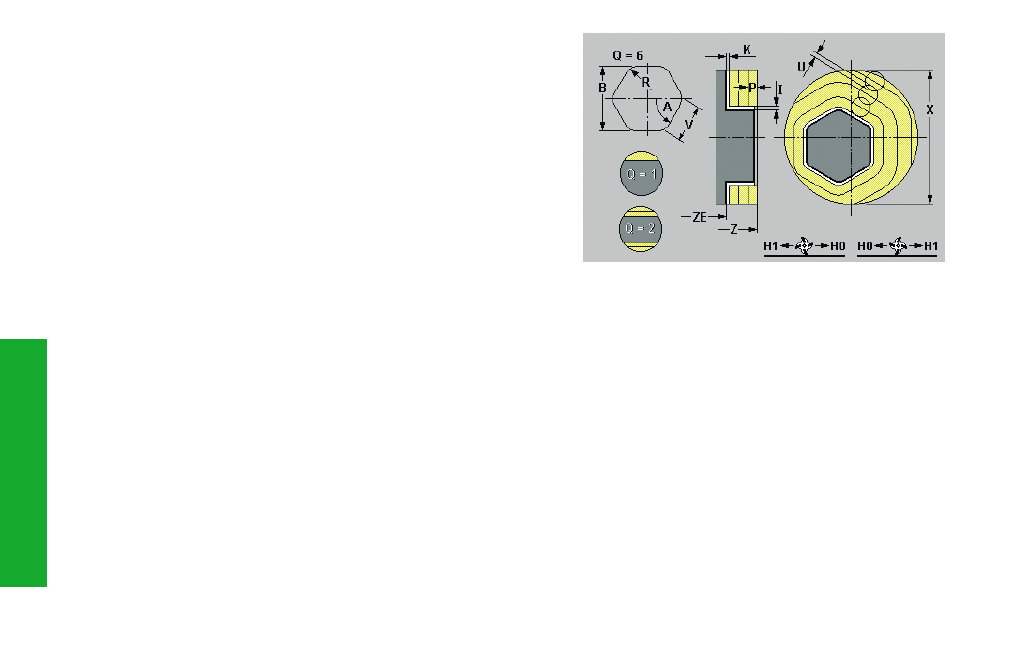
Fresatura superfici superficie frontale G797
L'istruzione G797 fresa in funzione di "Q" superfici, un poligono o la
matrice definita nell'istruzione dopo G797.
Con "Q=0" si programma nell'istruzione successiva una delle seguenti
matrici e quindi un'istruzione G80:
• G304 – Cerchio
• G305 – Rettangolo
• G307 – Poligono
Un poligono che si definisce con G797 (Q>0) si trova al centro. Una
matrice definita nell'istruzione successiva può trovarsi fuori centro.
Parametri
X:
Diametro di limitazione
Z, ZE:
Spigolo di riferimento, Fondo fresatura
B:
Apertura chiave – assente con Q=0
• Con Q=1: B è lo spessore residuo
• Con Q
2: B è l'apertura chiave
V:
Lunghezza lato – assente con Q=0
R:
Smusso/Arrotondamento – assente con Q=0
• R<0: lunghezza smusso
• R>0: raggio arrotondamento
A:
Angolo di inclinazione (riferimento vedi grafica di supporto) –
assente con Q=0
Q:
Numero superfici (0
Q 127) – default: 0
• Q=0: a G797 segue una descrizione matrice
• Q=1: una superficie
• Q=2: due superfici sfasate di 180°
• Q=3: triangolo
• Q=4: rettangolo, quadrato
• Q>4: poligono
P:
Avanzamento massimo – default: un avanzamento
U:
Fattore di sovrapposizione –
Sovrapposizione (minima) = U*diametro
fresa – default: 0,5
I, K:
Sovrametallo parallelo al profilo, in direzione
di avanzamento
F:
Avanzamento di lavorazione (per
avanzamento in profondità) – default:
avanzamento attivo
E:
Avanzamento ridotto per elementi circolari –
default: avanzamento attuale
H:
Direzione di fresatura – default: 0
• H=0: discorde
• H=1: concorde
O:
Sgrossatura/Finitura – default: 0
• O=0: sgrossatura
• O=1: finitura
J:
Unidirezionale/Bidirezionale (con Q=1 o Q=2)
• J=0: unidirezionale
• J=1: bidirezionale