HEIDENHAIN MANUALplus 4110 Pilot Manuale d'uso
Pagina 69
69
Cicli di troncatura
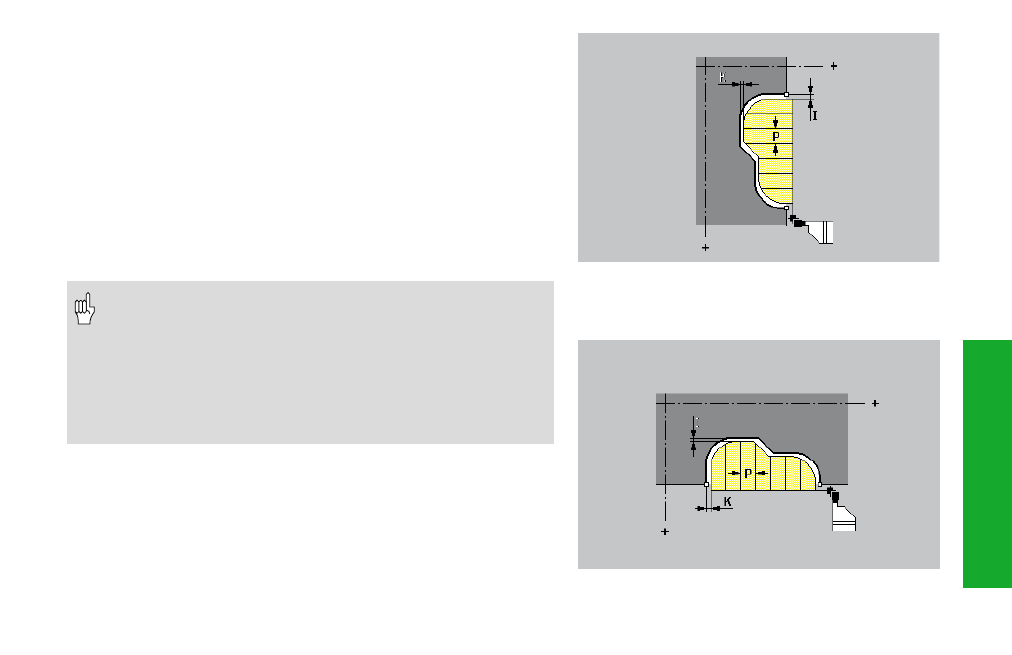
Troncatura profilo assiale G861
Troncatura profilo radiale G862
L'istruzione G861/G862 lavora l'area del profilo descritta dalla posizione
utensile e dai blocchi successivi.
Posizione utensile a fine ciclo: punto di partenza ciclo.
Parametri
P:
Larghezza tagliente
I, K:
Sovrametalli – default: 0
Q:
Sgrossatura/Finitura
• Q=0: solo sgrossatura
• Q=1: sgrossatura e finitura
E:
Avanzamento di finitura – default: avanzamento attivo
• Calcolo della configurazione di taglio
• "Largh. tagl. P" indicata: avanzamenti
P
• "Largh. tagl. P" non indicata: avanzamenti
0,8 * larghezza
tagliente dell'utensile
• Compensazione del raggio del tagliente: viene eseguita.
• Sovrametalli: i sovrametalli programmati con G57/G58
vengono considerati, se nel ciclo non è indicato I/K. Una volta
eseguito il ciclo, i sovrametalli vengono cancellati.