HEIDENHAIN MANUALplus 4110 Pilot Manuale d'uso
Pagina 89
89
Cicli di foratura
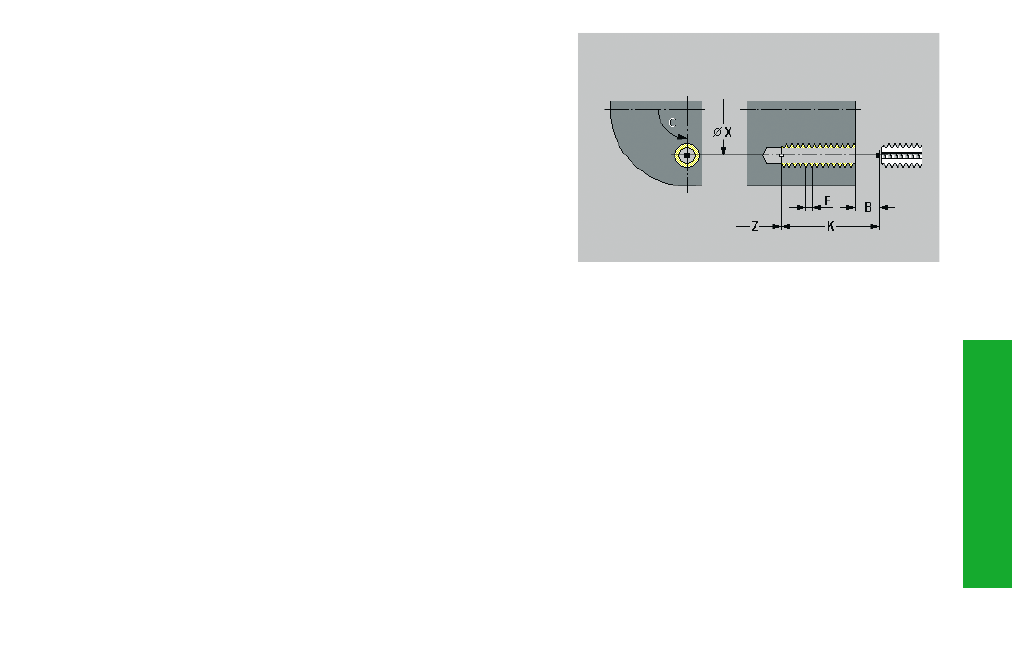
Ciclo di maschiatura G36
L'istruzione G36 esegue filetti assiali e radiali. In caso di impiego di
utensili fissi il filetto assiale deve trovarsi al centro..
L'istruzione G36 definisce sulla base di "X/Z", se eseguire un foro assiale
o radiale.
Parametri
X:
Punto finale maschiatura assiale (come quota diametro)
Z:
Punto finale maschiatura radiale
F:
Avanzamento al giro – Passo filetto
B:
Incremento di entrata – default: 2 * passo F1
Q:
Numero mandrino
• Q=0: con utensili fissi (mandrino principale)
• Q=1: con utensile motorizzato
H:
Direzione di riferimento – default: 0
Direzione di riferimento per passo filetto
• H=0: avanzamento su asse Z
• H=1: avanzamento su asse X
S:
Velocità di ritorno – default: stesso numero di giri della
maschiatura
K:
Profondità foratura (foro radiale: quota raggio) – default: viene
calcolata