6 cicli di filet tat ur a ed esecuzione scar ico – HEIDENHAIN SW 68894x-03 Manuale d'uso
Pagina 278
278
Modo Teach-in
4.6 Cicli di filet
tat
ur
a ed esecuzione scar
ico
Tipo di lavorazione per accesso al database tecnologico: Tornitura
filettatura
Esecuzione ciclo
1
Calcolo della configurazione di taglio
2
Inizio da Punto di partenza Z per la prima passata
3
Avanzamento al Punto finale Z2
4
Ritorno parallelamente all'asse e avanzamento per la passata
successiva
5
Ripetizione di 3...4, fino a raggiungere Prof. filetto U
6
Avvicinamento secondo l'impostazione G14 al Punto cambio
utensile
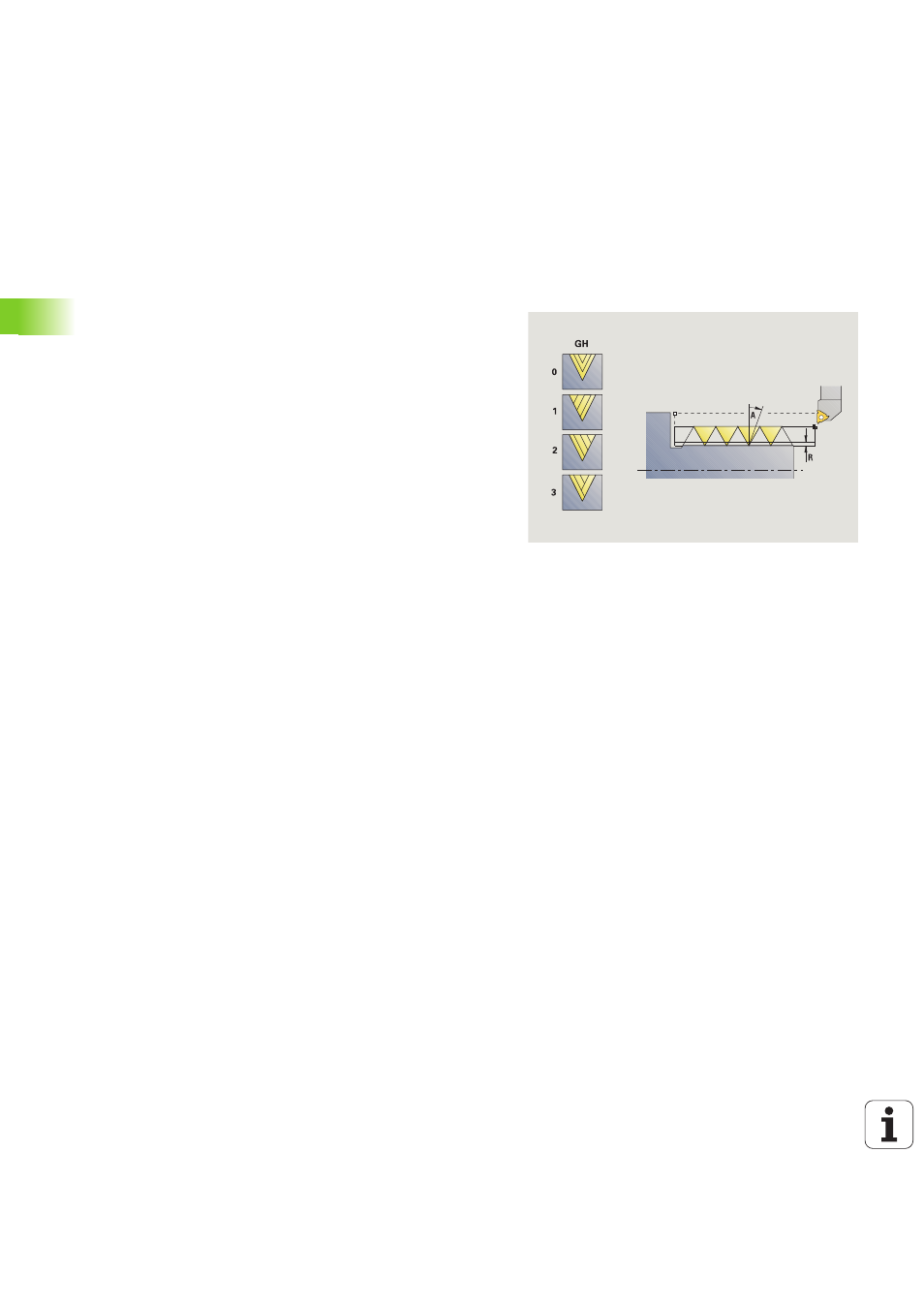
GH
Tipo di offset
0: senza offset
1: da sinistra
2: da destra
3: alternativamente a sinistra/a destra
A
Angolo di accostamento (intervallo: –60° < A < 60°;
default: 30°)
A<0: accostamento da fianco sinistro
A\>0: accostamento da fianco destro
R
Profondità di taglio residua – solo con GV=4 (default:
1/100 mm)
IC
Numero di passate – L'incremento viene calcolato sulla
base di IC e U.
Utilizzabile con:
GV=0: sezione truciolo costante
GV=1: incremento costante
MT
M verso T: funzione M che viene eseguita dopo la
chiamata utensile T.
MFS
M all'inizio: funzione M che viene eseguita all'inizio della
fase di lavorazione.
MFE
M alla fine: funzione M che viene eseguita alla fine della
fase di lavorazione.
WP
Visualizzazione del mandrino del pezzo con cui viene
eseguito il ciclo (a seconda della macchina)
Azionamento principale
Contromandrino per lavorazione superficie posteriore