Passata di finitura con entrata assiale, 4 cicli di aspor tazione tr ucioli – HEIDENHAIN SW 68894x-03 Manuale d'uso
Pagina 185
HEIDENHAIN CNC PILOT 640
185
4.4 Cicli di aspor
tazione tr
ucioli
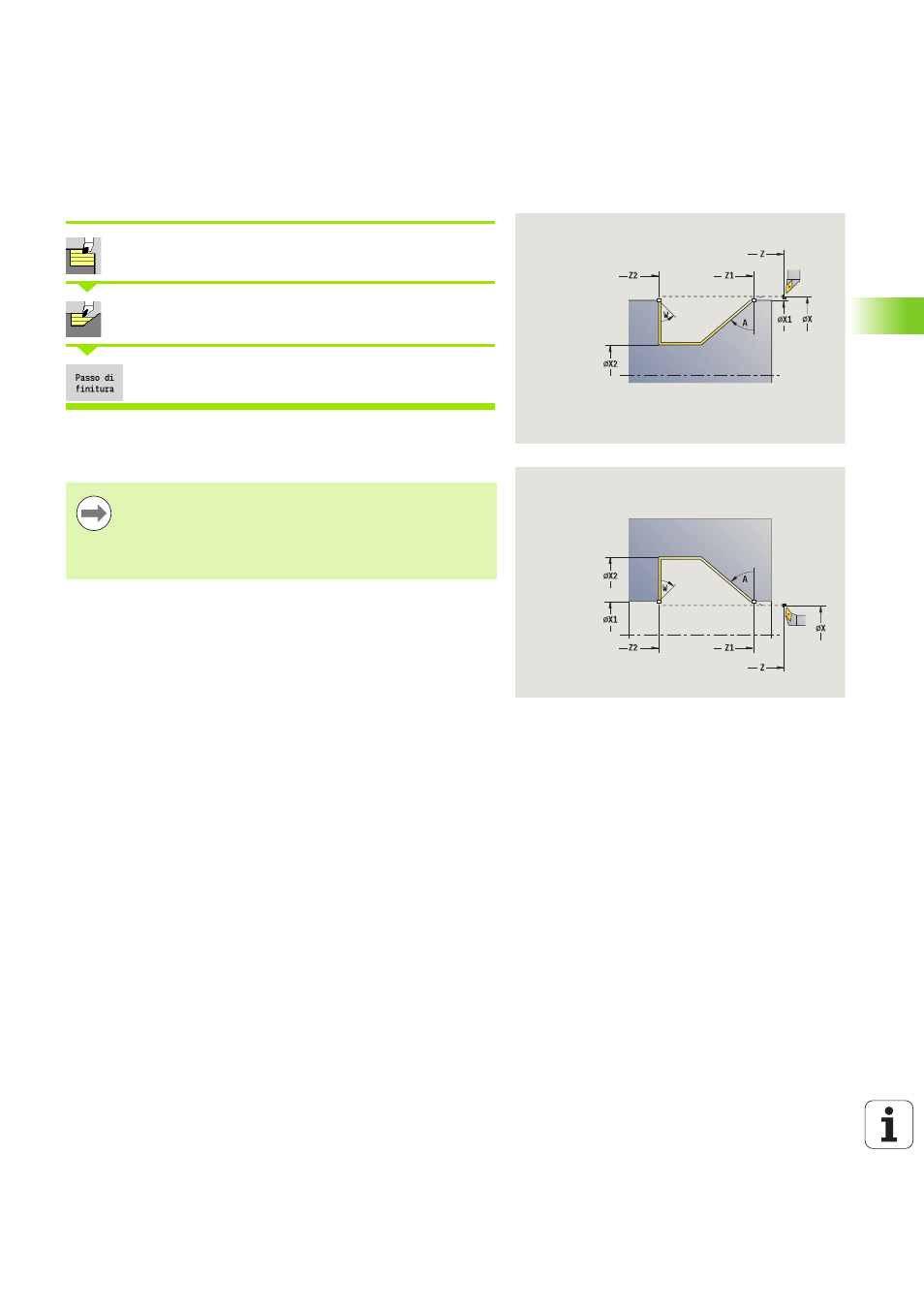
Passata di finitura con entrata assiale
Selezionare Cicli asp. truc. assiale/radiale
Selezionare Entrata assiale
Attivare il softkey Finitura
Il ciclo rifinisce la parte del profilo da Punto iniziale profilo a Punto
finale profilo
. Al termine del ciclo l'utensile ritorna sul punto di
partenza.
L'utensile penetra con l'angolo massimo possibile, il
materiale residuo viene ignorato.
Maggiore è l'inclinazione con cui l'utensile penetra il
materiale, tanto maggiore è la riduzione di avanzamento
(max 50%).
Parametri ciclo
X, Z
Punto di partenza
X1, Z1
Punto iniziale profilo
X2, Z2
Punto finale profilo
A
Angolo di entrata (intervallo: 0° <= A < 90°; default: 0°)
W
Angolo finale – Diagonale a fine profilo
(intervallo: 0° <= W < 90°)
G47
Distanza di sicurezza (vedere pagina 142)
G14
Punto cambio utensile (vedere pagina 142)
T
Numero posto torretta
ID
Numero ID utensile
S
Numero di giri/Velocità di taglio
F
Avanzamento al giro
MT
M verso T: funzione M che viene eseguita dopo la
chiamata utensile T.