HEIDENHAIN TNC 410 ISO Programming Manuale d'uso
Pagina 254
228
8 Programmazione: Cicli
8.3 Cicli di f
o
ra
tu
ra
, masc
hiat
ur
a e fr
esat
ur
a di filet
tat
ur
e
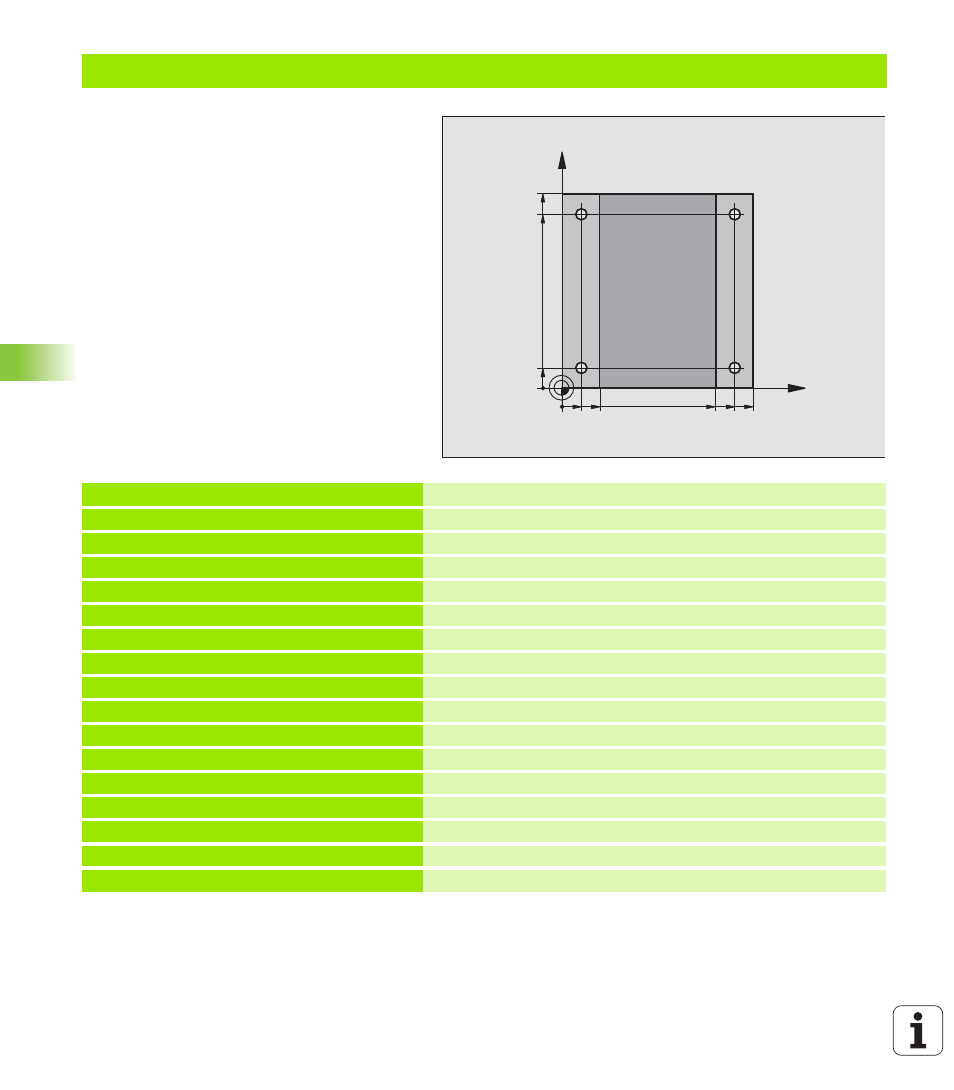
Esempio: Cicli di foratura
%C200 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Definizione pezzo grezzo
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+3 *
Definizione utensile
N40 T1 G17 S4500 *
Chiamata utensile
N50 G00 G40 G90 Z+250 *
Disimpegno utensile
N60 G200 Q200=2 Q201=-15 Q206=250
Definizione ciclo
Q202=5 Q210=0 Q203=0 Q204=50 *
N70 X+10 Y+10 M3 *
Posizionamento sul foro 1, mandrino ON
N80 Z-8 M99 *
Preposizionamento nell'asse del mandrino, chiamata del ciclo
N90 Y+90 M99 *
Posizionamento sul foro 2, chiamata ciclo
N100 Z+20 *
Disimpegno dell'asse del mandrino
N110 X+90 *
Posizionamento sul foro 3
N120 Z-8 M99 *
Preposizionamento nell'asse del mandrino, chiamata del ciclo
N130 Y+10 M99 *
Posizionamento sul foro 4, chiamata ciclo
N140 G00 Z+250 M2 *
Disimpegno dell'utensile, fine del programma
N999999 %C200 G71 *
Chiamata ciclo
X
Y
20
10
100
100
10
90
90
80