Troncatura-tornitura radiale, 5 cicli di tr oncat u ra – HEIDENHAIN SW 68894x-02 Manuale d'uso
Pagina 229
HEIDENHAIN CNC PILOT 640
229
4.5 Cicli di tr
oncat
u
ra
Troncatura-tornitura radiale
Selezionare Cicli di troncatura
Selezionare Troncatura-tornitura
Selezionare Troncatura-tornitura radiale
Il ciclo lavora il rettangolo descritto da Punto di partenza e Punto
finale profilo
.
Tipo di lavorazione per accesso al database dati tecnologici:
Troncatura-tornitura
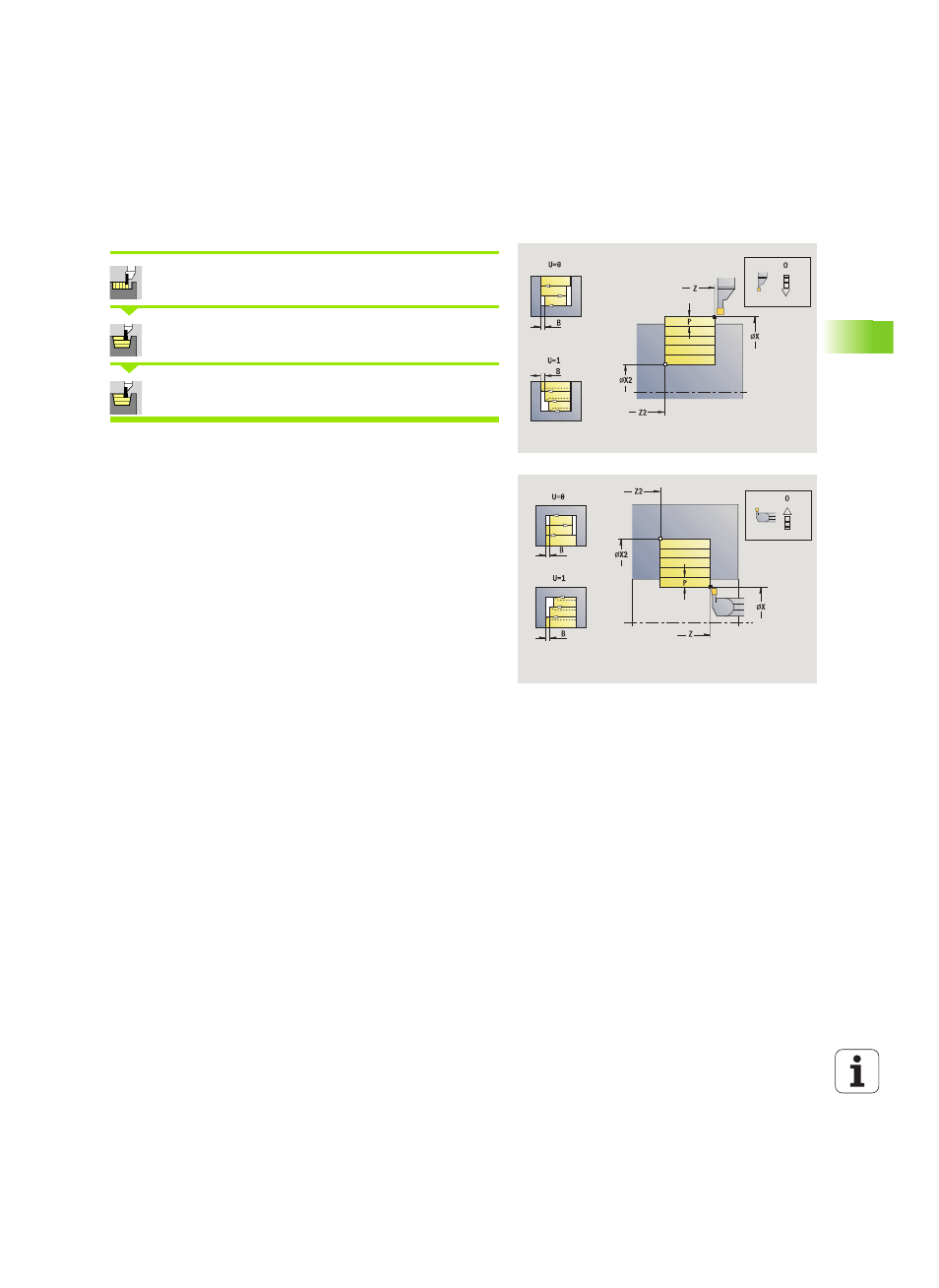
Parametri ciclo
X, Z
Punto di partenza
X2, Z2
Punto finale profilo
P
Profondità di accostamento: profondità di accostamento
massima
O
Avanzamento di troncatura (default: avanzamento attivo)
B
Larghezza offset (default: 0)
U
Lavorazione di tornitura unidirezionale (default: 0)
0: bidirezionale
1: unidirezionale
G47
Distanza di sicurezza (vedere pagina 130)
G14
Punto cambio utensile (vedere pagina 130)
T
Numero posto torretta
ID
Numero ID utensile
S
Numero di giri/Velocità di taglio
F
Avanzamento al giro
MT
M verso T: funzione M che viene eseguita dopo la
chiamata utensile T.
MFS
M all'inizio: funzione M che viene eseguita all'inizio della
fase di lavorazione.
MFE
M alla fine: funzione M che viene eseguita alla fine della
fase di lavorazione.
WP
Visualizzazione del mandrino del pezzo con cui viene
eseguito il ciclo (a seconda della macchina)
Azionamento principale
Contromandrino per lavorazione lato posteriore