4 cicli di aspor tazione tr ucioli – HEIDENHAIN SW 68894x-02 Manuale d'uso
Pagina 200
200
Modo Teach-in
4.4 Cicli di aspor
tazione tr
ucioli
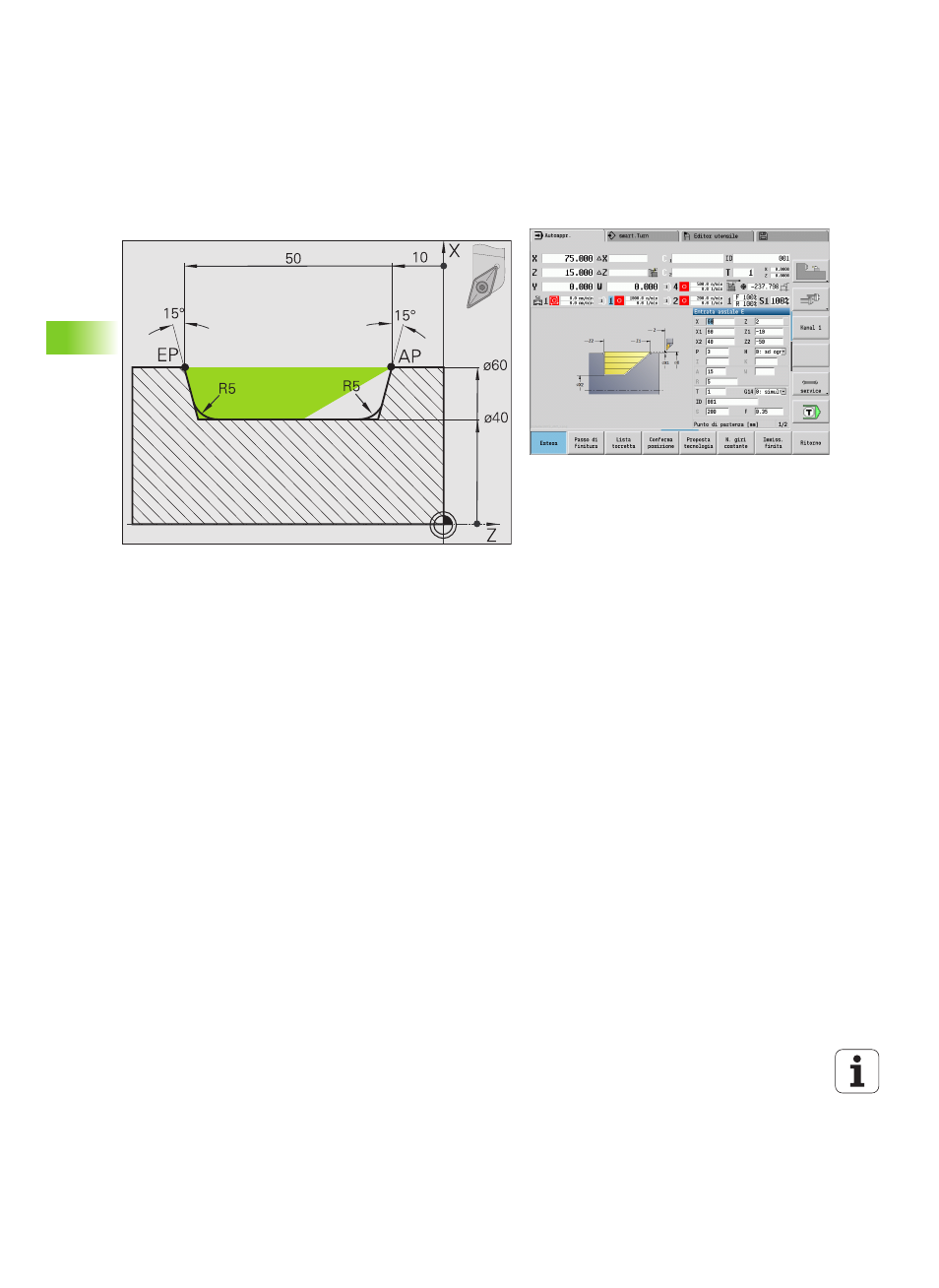
Sgrossatura (svuotamento) impiegando il ciclo con entrata
L'utensile impiegato non può iniziare la lavorazione con un angolo di
15°. Per tale ragione l'area viene lavorata in due passi.
1° passo
L'area contrassegnata da AP (Punto iniziale profilo) a EP (Punto finale
profilo) viene sgrossata con il ciclo Entrata assiale – Estesa tenendo
conto dei sovrametalli.
L'Angolo iniziale A viene predefinito con 15°, come quotato sul
disegno. Il CNC PILOT calcola l'angolo di entrata massimo possibile
sulla base dei parametri utensile. Il "materiale residuo" viene ignorato
e lavorato nel 2° passo.
Il "ciclo esteso" si impiega per realizzare i raccordi ai lati.
Verificare i parametri Punto iniziale profilo X1, Z1 e Punto finale
profilo X2, Z2
, che sono determinanti per la direzione di passata e di
avanzamento, in questo esempio per la lavorazione esterna e
l'avanzamento "in direzione –X".
Dati utensile
Utensile per tornire (per lavorazione esterna)
WO = 1 – Orientamento utensile
A = 93° – Angolo di inclinazione
B = 55° – Angolo dell'inserto