HEIDENHAIN TNC 426 (280 474) Manuale d'uso
Pagina 215
199
HEIDENHAIN TNC 426, TNC 430
8.3 Cicli per la fr
esat
ur
a di tasc
he,
isole e scanalat
ur
e
X
Z
Q200
Q207
Q202
Q203
Q204
Q201
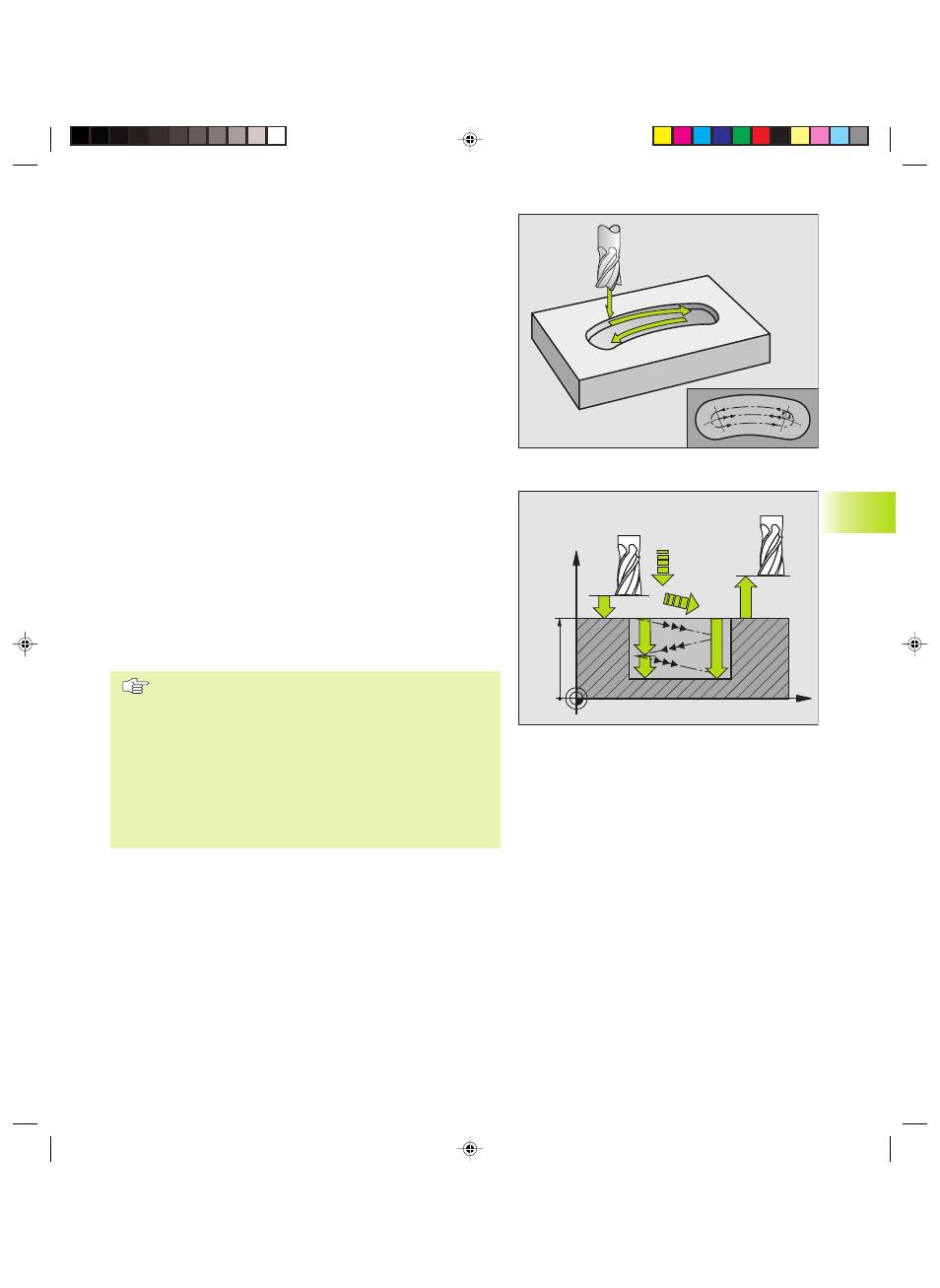
SCANALATURA CIRCOLARE (asola) con
penetrazione con pendolamento (Ciclo 211)
Sgrossatura
1 Il TNC posiziona in rapido l’utensile nell’asse del mandrino alla 2ª
DISTANZA DI SICUREZZA e successivamente al centro del
cerchio destro. Da qui il TNC posiziona l‘utensile alla DISTANZA DI
SICUREZZA programmata sopra la superficie del pezzo
2 L’utensile si porta con l’ AVANZAMENTO DI FRESATURA sulla
superficie del pezzo e da qui - penetrando obliquamente nel
materiale - fino all‘altra estremità della scanalatura
3 Successivamente l’utensile si riporta, di nuovo obliquamente
penetrando, al punto di partenza; questi passi (da 2 a 3) si
ripetono fino al raggiungimento della PROFONDITA‘ DI
FRESATURA programmata
4 Alla PROFONDITA’ DI FRESATURA l’utensile si sposta, eseguendo
una fresatura a spianare, all’altra estremità della scanalatura
Finitura
5 Dal centro della scanalatura il TNC avvicina l’utensile
tangenzialmente al profilo finito; quindi il TNC esegue la fresatura
concorde del profilo (con M3), se programmato anche con più
passate Il punto di partenza per la finitura si trova al centro del
cerchio destro.
6 Alla fine del profilo l’utensile si stacca tangenzialmente dallo
stesso
7 Successivamente l’utensile si porta in rapido FMAX alla
DISTANZA DI SICUREZZA e, se programmata, alla 2ª DISTANZA DI
SICUREZZA
Da osservare:
Il segno del parametro PROFONDITA’ definisce la
direzione della lavorazione.
Scegliere una fresa con diametro non superiore alla
LARGHEZZA SCANALATURA e non inferiore a un terzo
della stessa.
Il diametro della fresa non deve essere inferiore alla
metà della lunghezza della scanalatura, altrimenti il TNC
non può far penetrare l’utensile con un movimento
alternato.
Kkap8.pm6
28.06.2006, 11:09
199