3 avvicinamento e distacco a/da un profilo, 3 a vvicinament o e distacco a/da un pr ofilo – HEIDENHAIN TNC 426 (280 474) Manuale d'uso
Pagina 122
106
6 Programmazione: Programmazione profili
6.3 Avvicinamento e distacco a/da un
profilo
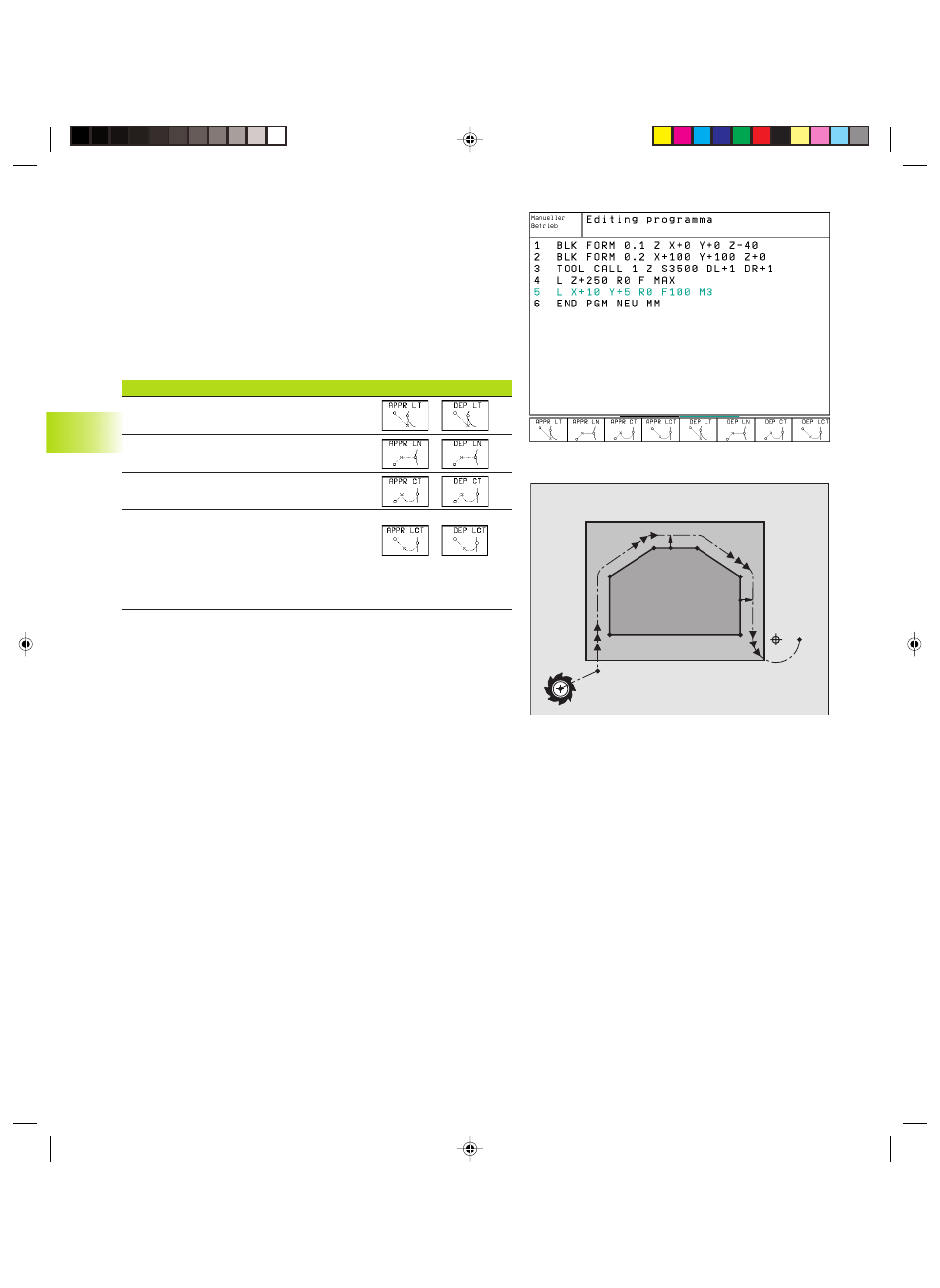
Panoramica: forme di traiettoria per l’avvicinamento
e il distacco al/dal profilo
Le funzioni APPR (ingl. approach = avvicinamento) e DEP (ingl.
departure = distacco) vengono attivate con il tasto APPR/DEP. In
seguito si possono selezionare mediante softkey le seguenti forme
di traiettoria:
Funzione
Softkeys: Avv.
Distacco
Retta con raccordo tangenziale
Retta perpendicolare al punto di profilo
Traiettoria circolare con raccordo tangenziale
Traiettoria circolare con raccordo
tangenziale al profilo, avvicinamento e
distacco su una retta a raccordo
tangenziale da/verso un punto
ausiliario esterno al profilo.
Avvicinamento e distacco da una traiettoria elicoidale
Nell’avvicinamento e nel distacco da una traiettoria elicoidale
l’utensile si sposta sul prolungamento della traiettoria elicoidale,
raccordandosi tangenzialmente al profilo su una traiettoria circolare.
Per la programmazione utilizzare le funzioni APPR CT e DEP CT.
Posizioni importanti per l’avvicinamento e il
distacco
■
Punto di partenza P
S
Questa posizione viene programmata direttamente prima del
blocco APPR. P
S
si trova all‘esterno del profilo e viene avvicinato
senza correzione del raggio (R0).
■
Punto ausiliario P
H
Alcune traiettorie passano nell‘avvicinamento e nel distacco da un
punto ausiliario P
H
, che il TNC calcola dai dati inseriti nei blocchi
APPR e DEP.
■
Primo punto del profilo P
A
e ultimo punto del profilo P
E
Il primo punto del profilo P
A
viene programmato nel blocco APPR,
l’ultimo punto del profilo P
E
con una funzione di traiettoria a scelta.
■
Se il blocco APPR contiene anche la coordinata Z, il TNC porta
l’utensile prima nel piano di lavoro su P
H
e da lì nell‘asse utensile
alla profondità programmata.
P
H
RL
P
S
R0
P
A
RL
P
E
RL
RL
RL
P
N
R0
6.3 A
vvicinament
o e distacco a/da un pr
ofilo
■
Punto finale P
N
La posizione P
N
si trova all’esterno del profilo e
risulta dai dati programmati nel blocco DEP . Se il
blocco DEP contiene anche la coordinata Z, il TNC
porta l‘utensile prima nel piano di lavoro su
P
H
e da lì nell‘asse utensile alla distanza
programmata. Se il blocco APPR contiene anche la
coordinata Z, il TNC porta l’utensile prima nel
piano di lavoro su P
H
e da lì nell‘asse utensile alla
profondità programmata.
Gkap6.pm6
28.06.2006, 11:09
106