2 cicli di foratura – HEIDENHAIN TNC 426 (280 474) Manuale d'uso
Pagina 201
185
HEIDENHAIN TNC 426, TNC 430
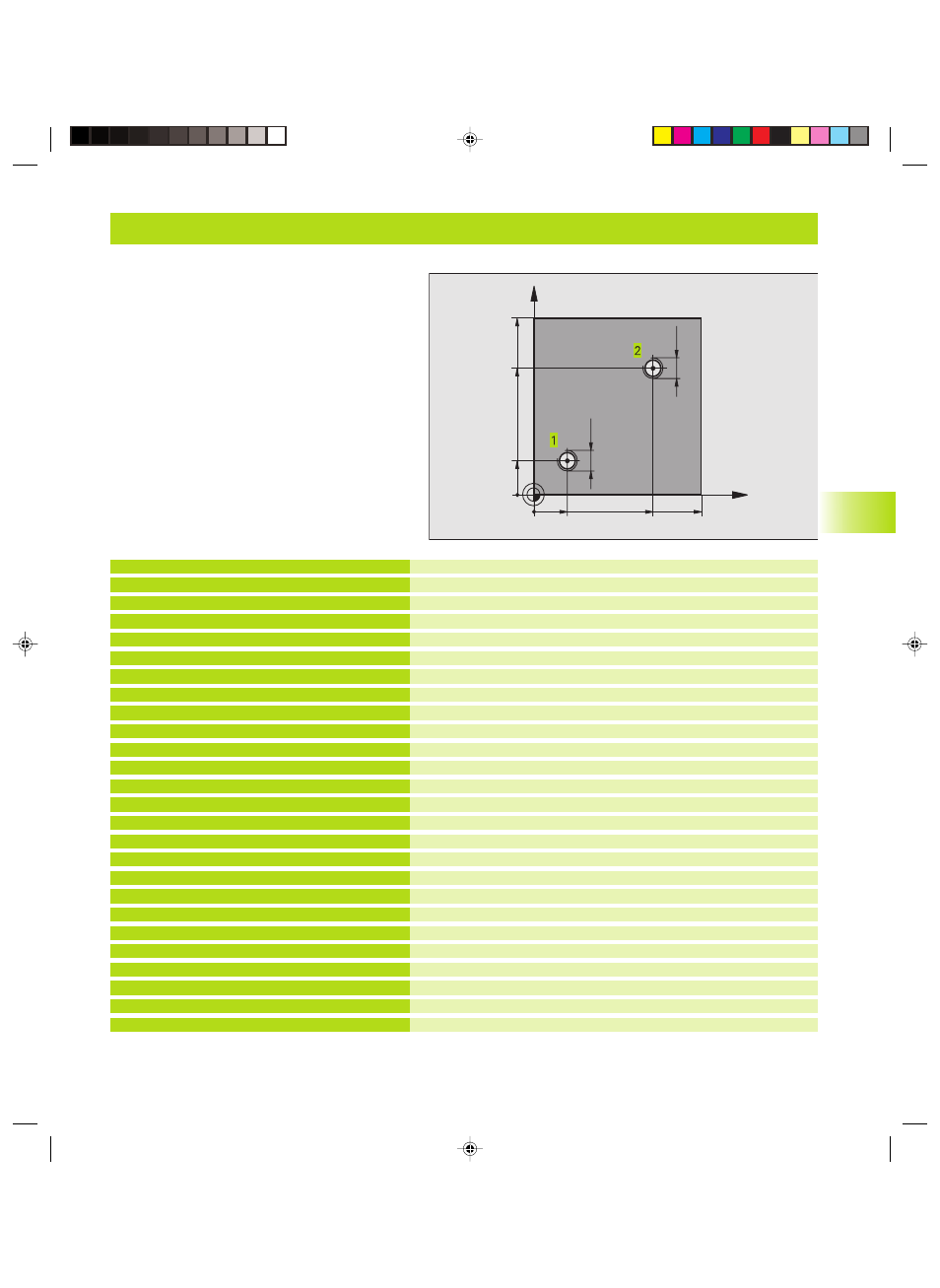
Esempio: Cicli di foratura
Definizione pezzo grezzo
Definizione utensile
Chiamata utensile
Disimpegno utensile
Definizione del ciclo filettatura
Posizionamento sul foro 1
Chiamata sottoprogramma 1
Posizionamento sul foro 2
Chiamata sottoprogramma 1
Disimpegno utensile, fine programma principale
Sottoprogramma 1: filettatura
Orientamento mandrino (ripetizione filettatura possibile)
Spostamento utensile per penetrazione senza collisione (in funzione
del foro e dell‘utensile)
Preposizionamento in rapido
Posizionamento alla profondità di partenza
Ritiro utensile al centro del foro
Chiamata ciclo 18
Disimpegno
Fine del sottoprogramma 1
0 BEGIN PGM C18 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+6
4 TOOL CALL 1 Z S100
5 L Z+250 R0 F MAX
6 CYCL DEF 18.0 FILETTATURA
7 CYCL DEF 18.1 PROF. +30
8 CYCL DEF 18.2 PASSO -1,75
9 L X+20 Y+20 R0 F MAX
10 CALL LBL 1
11 L X+70 Y+70 R0 F MAX
12 CALL LBL 1
13 L Z+250 R0 F MAX M2
14 LBL 1
15 CYCL DEF 13.0 ORIENTAMENTO
16 CYCL DEF 13.1 ANGOLO 0
17 L IX-2 R0 F1000
18 L Z+5 R0 F MAX
19 L Z-30 R0 F1000
20 L IX+2
21 CYCL CALL
22 L Z+5 R0 F MAX
23 LBL 0
24 END PGM C18 MM
Esecuzione del programma
■
Programmare il ciclo di foratura nel programma
principale
■
Programmare la lavorazione nel sottoprogramma
(vedere ”9 Programmazione: sottoprogrammi e
ripetizione di blocchi di programma”)
8.2 Cicli di foratura
X
Y
20
20
100
100
70
70
M12
M12
Kkap8.pm6
28.06.2006, 11:09
185