2 impostazione aut o matica delle or igini – HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles Manuale d'uso
Pagina 86
86
3 Cicli di tastatura per il controllo automatico dei pezzi
3.2 Impostazione aut
o
matica delle or
igini
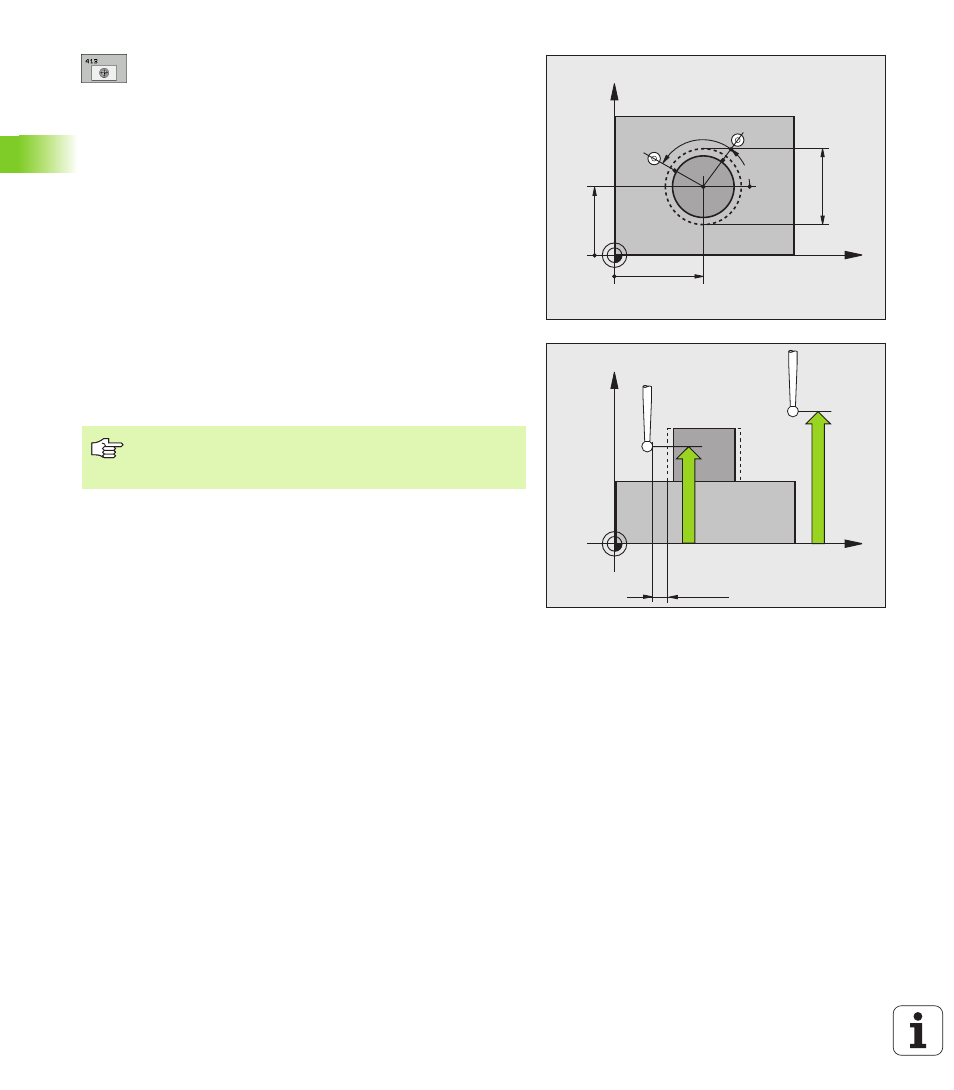
CENTRO 1º ASSE
Q321 (assoluto): centro dell'isola
nell'asse principale nel piano di lavoro
CENTRO 2º ASSE
Q322 (assoluto): centro dell'isola
nell'asse secondario nel piano di lavoro.
Programmando Q322 = 0 il TNC allinea il centro del
foro sull'asse Y positivo; programmando Q322
diverso da 0, il TNC allinea il centro del foro sulla
posizione nominale
DIAMETRO NOMINALE
Q262: diametro approssimativo
dell'isola. Introdurre un valore approssimato per
eccesso
ANGOLO DI PARTENZA
Q325 (in valore assoluto): angolo
tra l'asse principale del piano di lavoro e il primo punto
da tastare
ANGOLO INCREMENTALE
Q247 (in valore incrementale):
angolo tra due punti da misurare; il segno dell'angolo
definisce il senso di rotazione (- = senso orario) con il
quale il tastatore si porta sul successivo punto da
misurare. Per la misurazione di archi di cerchio,
programmare un angolo incrementale inferiore a 90°
ALTEZZA DI MISURA SU ASSE TASTATORE
Q261 (in valore
assoluto): coordinata del centro della sfera (= punto di
contatto) nell'asse del tastatore sul quale si esegue la
misurazione
DISTANZA DI SICUREZZA
Q320 (in valore incrementale):
distanza addizionale tra il punto di misura e la sfera del
tastatore. Q320 attivo in aggiunta a MP6140
ALTEZZA DI SICUREZZA
Q260 (in valore assoluto):
coordinata dell'asse del tastatore che esclude una
collisione tra il tastatore e il pezzo (il dispositivo di
serraggio)
ANDARE AD ALTEZZA SICURA
Q301: definisce il modo di
spostamento del tastatore tra i punti da misurare:
0: Spostamento tra i punti da misurare all'altezza di
misura
1: Spostamento tra i punti da misurare all'altezza di
sicurezza
NR. ORIGINE NELLA TABELLA
Q305: indicare il numero
della tabella origini/tabella Preset nella quale il TNC
deve memorizzare le coordinate del centro dell'isola.
Programmando Q305=0, il TNC imposta l'origine
automaticamente al centro dell'isola
X
Y
Q322
Q321
Q262
Q325
Q247
X
Z
Q261
Q260
MP6140
+
Q320
Più piccolo è l'angolo incrementale programmato, tanto
più impreciso sarà il calcolo del TNC per l'origine. Valore
minimo di immissione: 5°.