Pag. 102, 2 impostazione aut o matica delle or igini – HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles Manuale d'uso
Pagina 102
102
3 Cicli di tastatura per il controllo automatico dei pezzi
3.2 Impostazione aut
o
matica delle or
igini
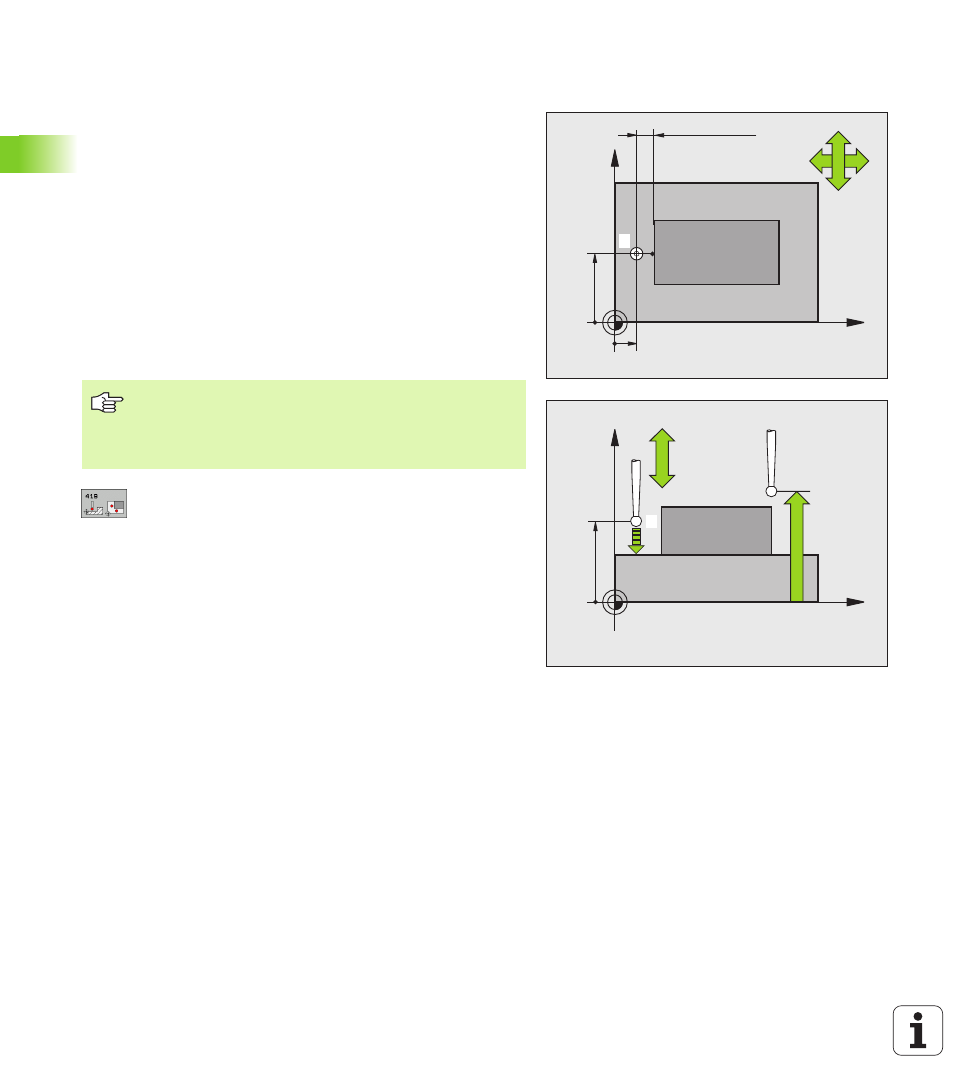
ORIGINE SU ASSE SINGOLO (Ciclo di
tastatura 419, DIN/ISO: G419)
Il Ciclo di tastatura 419 misura una coordinata qualsiasi in un asse
qualsiasi e imposta questa coordinata quale origine. In alternativa il
TNC può inserire questa coordinata in una tabella origini o in una
tabella Preset.
1. Il TNC posiziona il tastatore in rapido (valore da MP6150 o MP6361)
e con la logica di posizionamento (vedere "Esecuzione dei Cicli di
Tastatura" pag. 26) sul punto da tastare programmato
1
.
Contemporaneamente il TNC sposta il tastatore della distanza di
sicurezza in senso opposto alla direzione di tastatura definita
2. Successivamente il tastatore si porta all'altezza di misura
programmata e rileva con un'unica tastatura la posizione reale
3. Alla fine il TNC riposiziona il tastatore all'altezza di sicurezza ed
elabora l'origine determinata in funzione dei parametri di ciclo
Q303 e Q305 (vedere "Memorizzazione dell'origine calcolata" pag.
69)
1º PUNTO MISURATO 1º ASSE
Q263 (in valore assoluto):
coordinata del primo punto da tastare nell'asse
principale del piano di lavoro
1º PUNTO MISURATO 2º ASSE
Q264 (in valore assoluto):
coordinata del primo punto da tastare nell'asse
secondario del piano di lavoro
ALTEZZA DI MISURA SU ASSE TASTATORE
Q261 (in valore
assoluto): coordinata del centro della sfera (= punto di
contatto) nell'asse del tastatore sul quale si esegue la
misurazione
DISTANZA DI SICUREZZA
Q320 (in valore incrementale):
distanza addizionale tra il punto di misura e la sfera del
tastatore. Q320 attivo in aggiunta a MP6140
ALTEZZA DI SICUREZZA
Q260 (in valore assoluto):
coordinata dell'asse del tastatore che esclude una
collisione tra il tastatore e il pezzo (il dispositivo di
serraggio)
X
Y
Q264
Q263
+
+
Q267
Q272=2
Q272=1
MP6140 + Q320
1
X
Z
Q260
Q261
+
Q272=1
Q272=3
Q267
1
Da osservare prima della programmazione
Prima della definizione del ciclo, deve essere
programmata una chiamata utensile per la definizione
dell'asse del tastatore.