Pag. 114, 3 misur a zio n e aut o mat ica dei pezzi – HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles Manuale d'uso
Pagina 114
114
3 Cicli di tastatura per il controllo automatico dei pezzi
3.3 Misur
a
zio
n
e aut
o
mat
ica dei pezzi
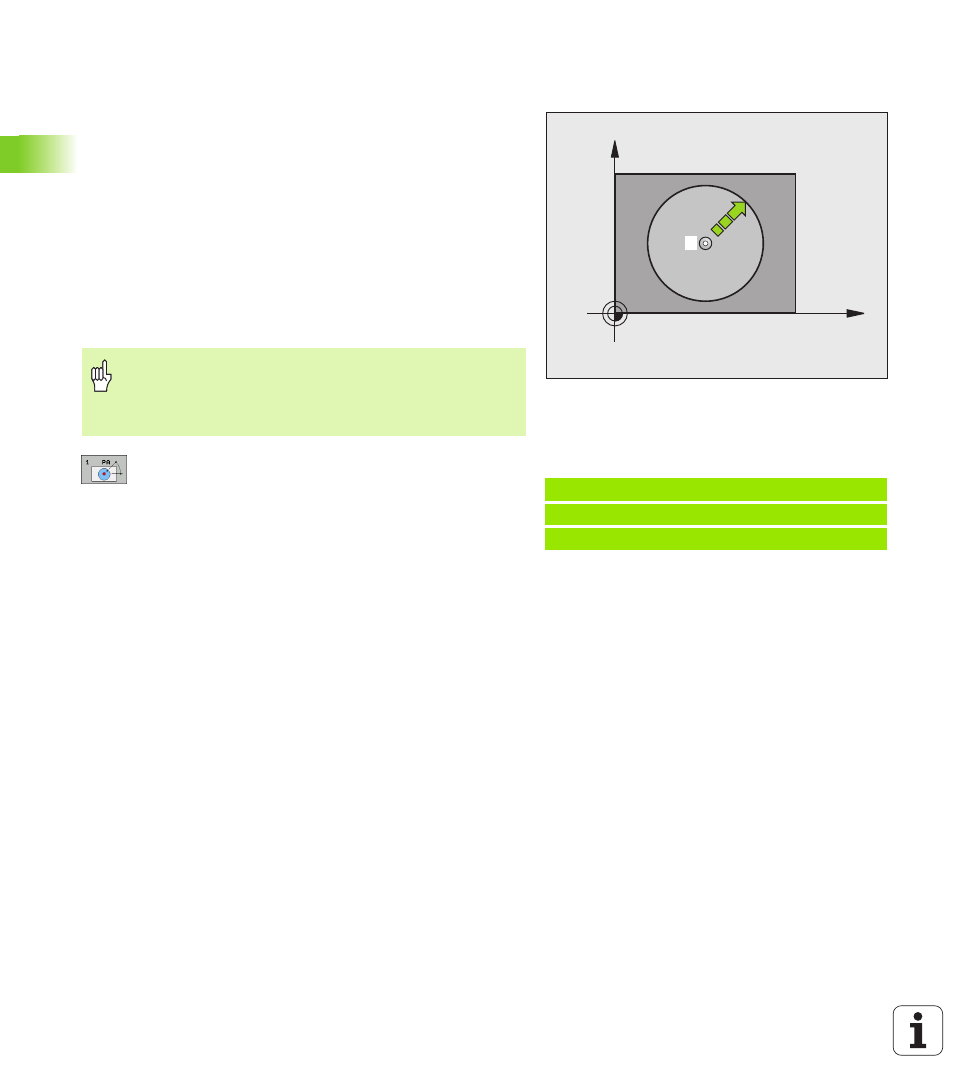
PIANO DI RIF. IN COORD. POLARI (Ciclo di
tastatura 1)
Il Ciclo di tastatura 1 rileva in una direzione di tastatura qualsiasi una
qualsiasi posizione sul pezzo.
1
Il tastatore si porta in rapido con movimento 3D (valore da MP6150
o MP6361) sulla posizione di prearresto
1
programmata nel ciclo
2
Successivamente il tastatore effettua la tastatura con
l'avanzamento di tastatura (MP6120 o MP6360). Nella tastatura il
TNC si sposta contemporaneamente su 2 assi (in funzione
dell'angolo di tastatura). La direzione di tastatura deve essere
definita nel ciclo tramite un angolo polare
3
Dopo che il TNC ha rilevato la posizione, il tastatore si riporta al
punto di partenza della tastatura. Le coordinate della posizione del
tastatore al momento del segnale di contatto vengono inoltre
memorizzate nei parametri da Q115 a Q119.
Asse di tastatura
: inserire l'asse di tastatura con il
tasto di selezione assi o mediante la tastiera ASCII.
Confermare la selezione con il tasto ENT
Angolo di tastatura
: angolo riferito all'asse di
tastatura, nel quale il tastatore deve spostarsi
VALORE NOMINALE DI POSIZIONE
: inserire mediante i
tasti di selezione assi o tramite la tastiera ASCII tutte
le coordinate per il preposizionamento del tastatore
Conclusione dell'inserimento: premere il tasto ENT
X
Y
1
Da osservare prima della programmazione
Nel preposizionamento del tastatore assicurarsi che non ci
sia pericolo di collisione nell'avvicinamento alla posizione
programmata.
Esempio: Blocchi NC
67 TCH PROBE 1.0 PIANO DI RIF. POLARE
68 TCH PROBE 1.1 X ANGOLO: +30
69 TCH PROBE 1.2 X+5 Y+0 Z-5