2 impostazione aut o matica delle or igini – HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles Manuale d'uso
Pagina 71
HEIDENHAIN iTNC 530
71
3.2 Impostazione aut
o
matica delle or
igini
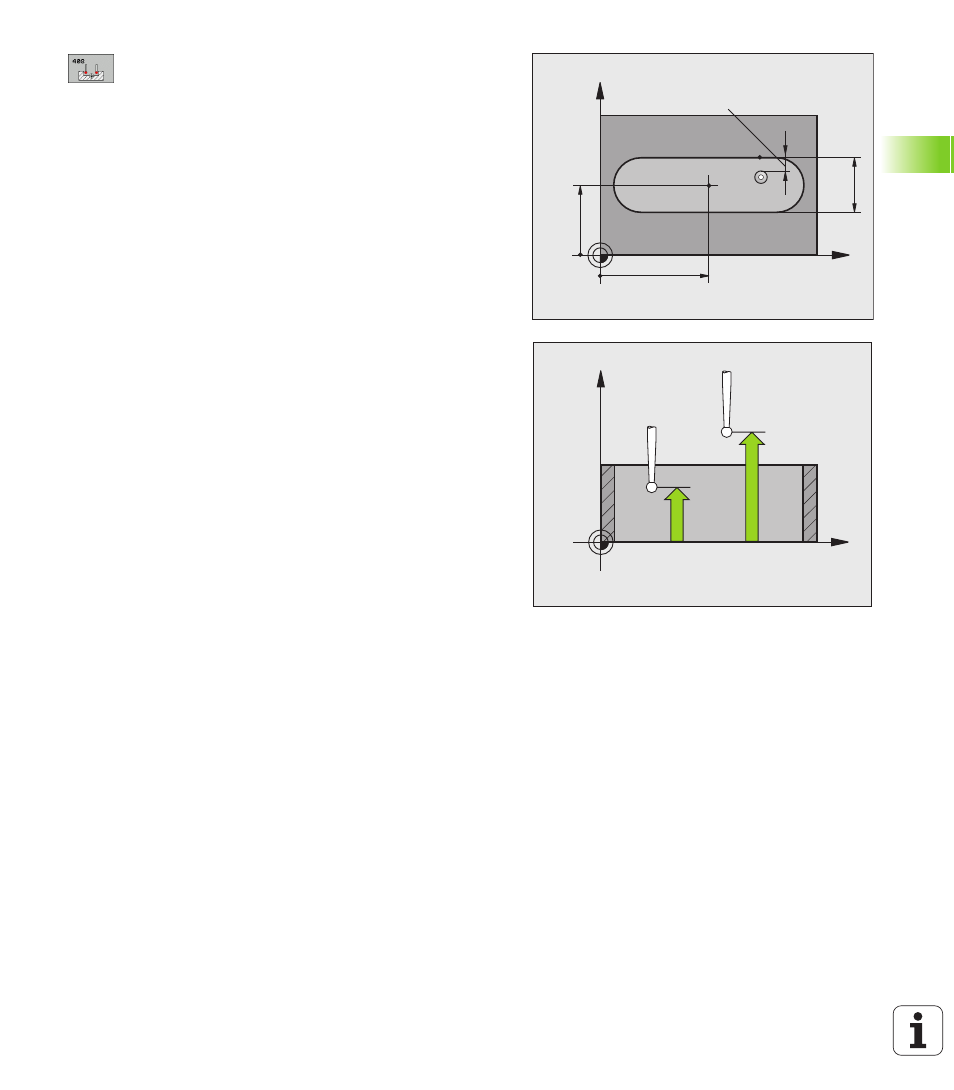
CENTRO 1º ASSE
Q321 (assoluto): centro della
scanalatura nell’asse principale nel piano di lavoro
CENTRO 2° ASSE
Q322 (assoluto): centro della
scanalatura nell’asse secondario del piano di lavoro
Larghezza della scanalatura
Q311 (in valore
incrementale): larghezza della scanalatura
indipendentemente dalla posizione nel piano di lavoro
Asse di misura (1=1°asse/2=2°asse)
Q272: asse del
piano di lavoro in cui deve essere effettuata la
misurazione:
1: asse principale = asse di misura
2: asse secondario = asse di misura
Altezza di misura su asse tastatore
Q261 (in valore
assoluto): coordinata del centro della sfera (= punto di
contatto) nell'asse del tastatore sul quale si esegue la
misurazione
DISTANZA DI SICUREZZA
Q320 (in valore incrementale):
distanza addizionale tra il punto di misura e la sfera del
tastatore. Q320 attivo in aggiunta a MP6140
ALTEZZA DI SICUREZZA
Q260 (in valore assoluto):
coordinata dell'asse del tastatore che esclude una
collisione tra il tastatore e il pezzo (il dispositivo di
serraggio)
ANDARE AD ALTEZZA SICURA
Q301: definisce il modo di
spostamento del tastatore tra i punti da misurare:
0: Spostamento tra i punti da misurare all'altezza di
misura
1: Spostamento tra i punti da misurare all'altezza di
sicurezza
NUMERO NELLA TABELLA
Q305: indicare il numero della
tabella origini/tabella Preset nella quale il TNC deve
memorizzare le coordinate del centro della
scanalatura. Programmando Q305=0, il TNC imposta
l'origine automaticamente al centro dell'isola
NUOVA ORIGINE
Q405 (in valore assoluto): coordinata
nell'asse di misura, sulla quale il TNC deve impostare
il centro della scanalatura rilevato. Impostazione di
base = 0
X
Y
Q322
Q321
Q31
1
MP6140
+
Q320
X
Z
Q261
Q260