Finitura del fondo (ciclo 23), 5 cicli sl – HEIDENHAIN TNC 320 (340 551-01) Manuale d'uso
Pagina 266
266
8 Programmazione: Cicli
8.5 Cicli SL
8
NUMERO UTENSILE SVUOTAMENTO
Q18: numero
dell'utensile con il quale il TNC ha già eseguito una
sgrossatura. Se non fosse stata eseguita alcuna
sgrossatura, programmare "0"; inserendo un numero
in questo campo, il TNC svuoterà solo la parte che
non ha potuto essere lavorata con l'utensile di
sgrossatura.
Se l'utensile non potesse avvicinarsi lateralmente a
questa parte, il TNC effettua una penetrazione come
definita con Q19; a questo scopo occorre definire
nella tabella utensili TOOL.T,
z"VnG, la lunghezza del tagliente LCUTS e l'angolo
massimo di penetrazione ANGLE dell'utensile.
Eventualmente il TNC emette un messaggio d'errore
8
AVANZAMENTO DI PENDOLAMENTO
Q19: avanzamento di
pendolamento in mm/min
8
INVERSIONE AVANZAMENTO
Q208: velocità di
spostamento dell'utensile durante l'estrazione dopo
la lavorazione in mm/min. Programmando Q208=0, il
TNC estrae l’utensile con l'avanzamento Q12
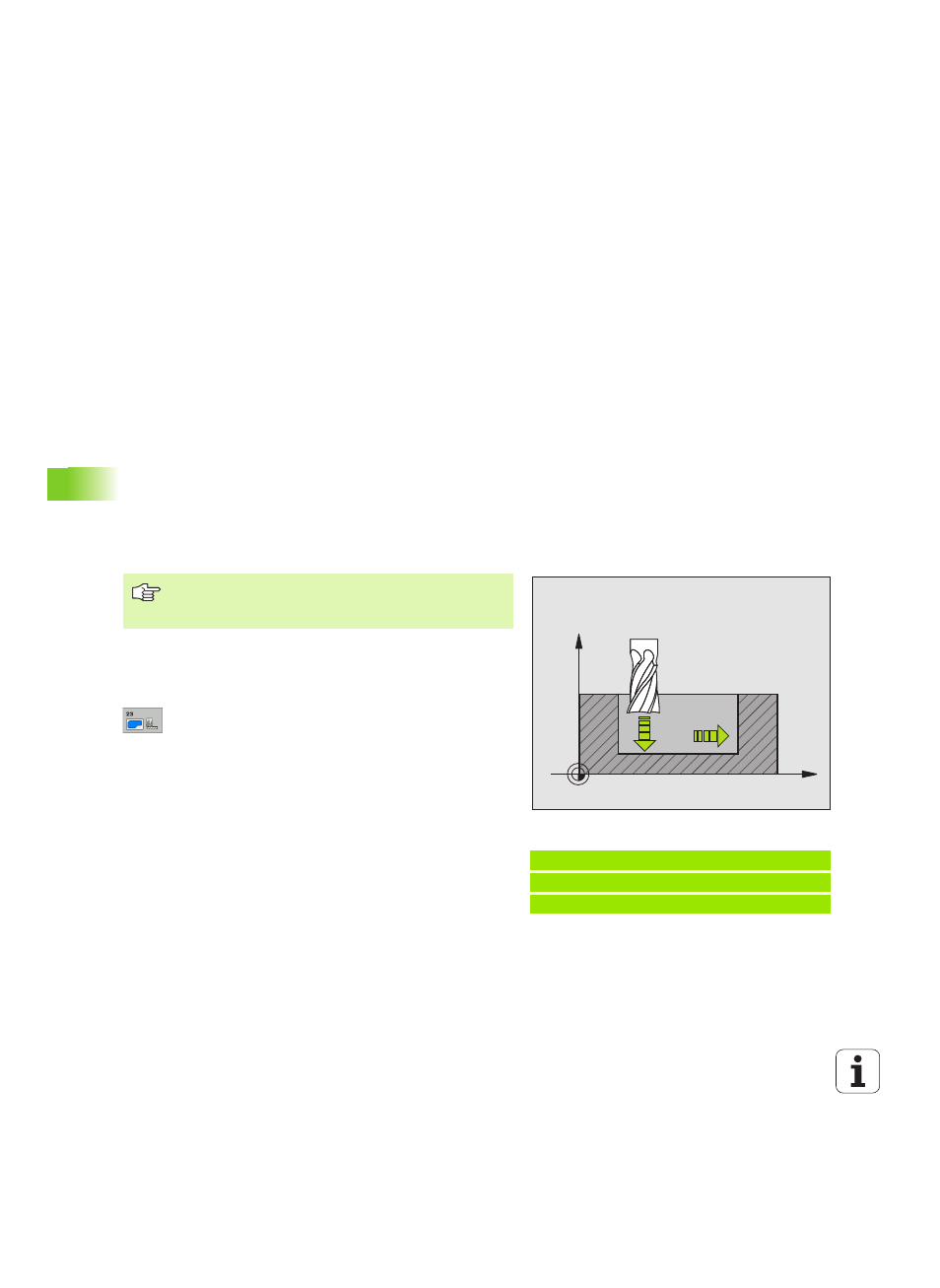
FINITURA DEL FONDO (Ciclo 23)
Il TNC porta l'utensile su un cerchio tangenziale verticale sulla
superficie da fresare, se c'è spazio sufficiente. Se lo spazio è ristretto,
il TNC porta verticalmente l'utensile in profondità. per asportare il
sovrametallo per finitura rimasto dalla sgrossatura.
8
AVANZAMENTO IN PROFONDITA’
Q11: velocità di
spostamento dell'utensile durante la penetrazione
8
AVANZAMENTO SVUOTAMENTO
Q12: Avanzamento in
fresatura
Esempio: Blocchi NC
60 CYCL DEF 23 FINITURA FONDO
Q11=100
;AVANZAMENTO PROF.
Q12=350
;AVANZAMENTO SVUOT.
X
Z
Q11
Q12
Il punto di partenza per la finitura viene determinato
automaticamente dal TNC e dipende dalle condizioni di
spazio nella tasca.