Svuotamento (ciclo 22), Z"v ¢q, 5 cicli sl – HEIDENHAIN TNC 320 (340 551-01) Manuale d'uso
Pagina 265
HEIDENHAIN TNC 320
265
8.5 Cicli SL
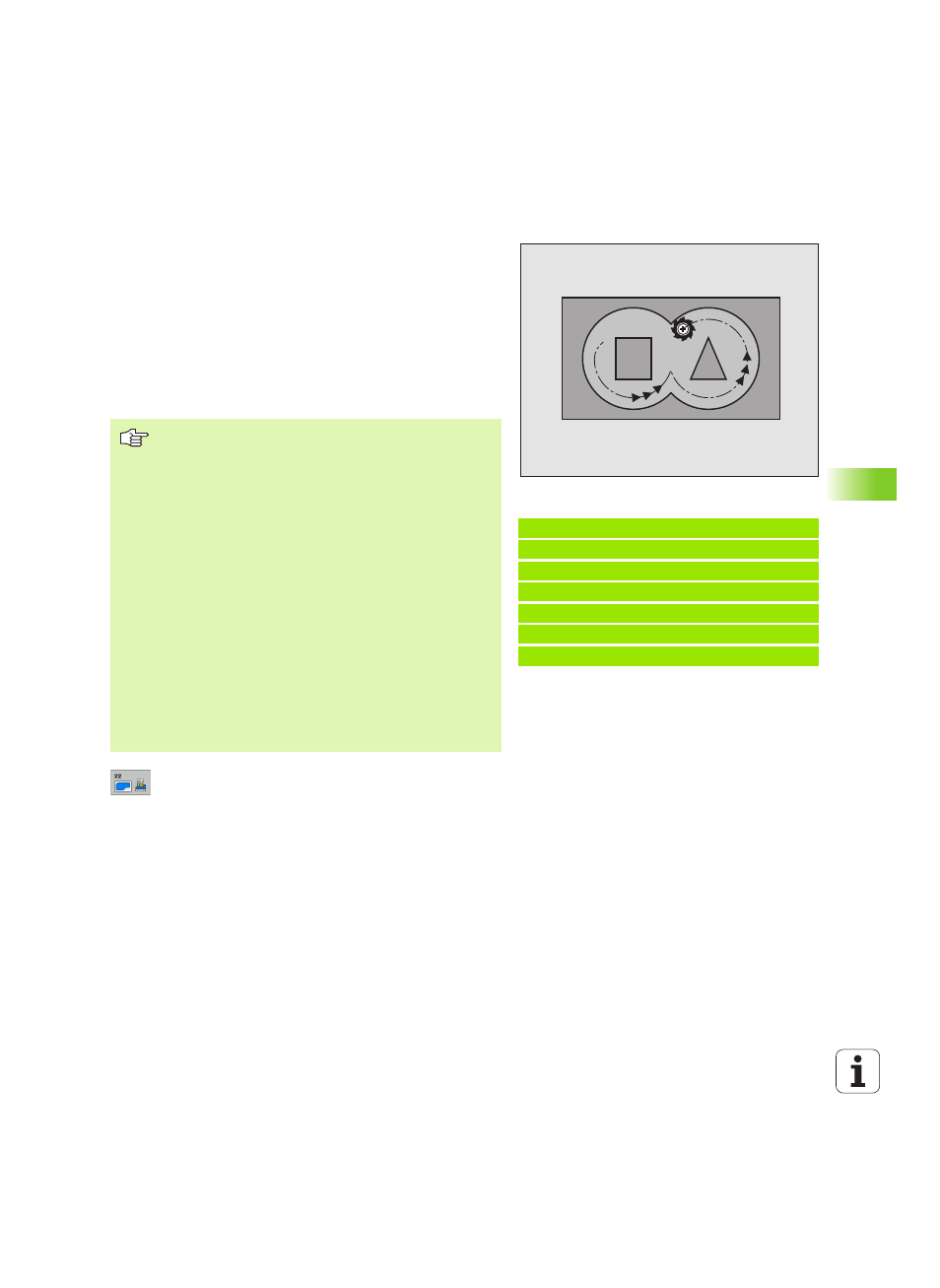
SVUOTAMENTO (Ciclo 22)
1
Il TNC posiziona l’utensile sopra il punto di penetrazione, tenendo
conto del SOVRAMETALLO PER FINITURA LATERALE
2
Alla prima PROFONDITA’ DI ACCOSTAMENTO l’utensile fresa il
profilo dall’interno verso l’esterno con AVANZAMENTO DI
FRESATURA Q12
3
I profili delle isole (qui: C/D) vengono contornati con avvicinamento
della fresa al profilo delle tasche (qui A/B)
4
Nel passo successivo, il TNC porta l’utensile alla successiva
profondità di accostamento e ripete l'operazione di svuotamento,
fino a quando viene raggiunta la profondità programmata
5
Alla fine il TNC riporta l'utensile all'altezza di sicurezza
8
PROFONDITA’ DI ACCOSTAMENTO
Q10 (in valore
incrementale): quota dei singoli accostamenti
dell'utensile
8
AVANZAMENTO IN PROFONDITA’
Q11: velocità di
penetrazione in mm/min
8
AVANZAMENTO SVUOTAMENTO
Q12: avanzamento di
fresatura in mm/min
Esempio: Blocchi NC
59 CYCL DEF 22 SVUOTAMENTO
Q10=+5
;PROF. ACCOSTAMENTO
Q11=100
;AVANZAMENTO PROF.
Q12=350
;AVANZAMENTO SVUOT.
Q18=1
;UTENS. SGROSSATURA
Q19=150
;AVANZ. PENDOL.
Q208=99999 ;INVERS. AVANZAMENTO
C
D
A
B
Da osservare prima della programmazione
Utilizzare event. una fresa con tagliente frontale a taglio
centrale (DIN 844) oppure effettuare una preforatura con il
ciclo 21.
La strategia di penetrazione del ciclo 22 viene definita con
il parametro Q19 e con le colonne ANGLE e LCUTS della
tabella utensili:
Se è definito Q19=0, il TNC penetra sempre in modo
perpendicolare, anche se per l'utensile attivo è definito
un angolo di penetrazione (ANGLE)
Se si definisce ANGLE=90°, il TNC penetra in modo
perpendicolare. Viene utilizzato come avanzamento di
penetrazione l'avanzamento di pendolamento Q19
Se l'avanzamento di pendolamento Q19 è definito nel
ciclo 22 e ANGLE è definito tra 0.1 e 89.999 nella tabella
utensili, il TNC penetra con pendolamento con il valore
ANGLE definito
Se l'avanzamento di pendolamento è definito nel ciclo
22 e nella tabella utensili non è definito alcun ANGLE, il
TNC emette un messaggio d'errore