Tabella posti per cambio utensile, 2 d a ti ut ensile – HEIDENHAIN TNC 320 (340 551-01) Manuale d'uso
Pagina 104
104
5 Programmazione: Utensili
5.2 D
a
ti ut
ensile
Tabella posti per cambio utensile
Per il cambio utensili automatico occorre la tabella posti TOOL_P.TCH.
Il TNC gestisce più tabelle posti con nome di file a piacere. La tabella
posti da attivare per l'esecuzione del programma viene selezionata in
uno dei modi operativi di esecuzione tramite la gestione file dati
(Stato M).
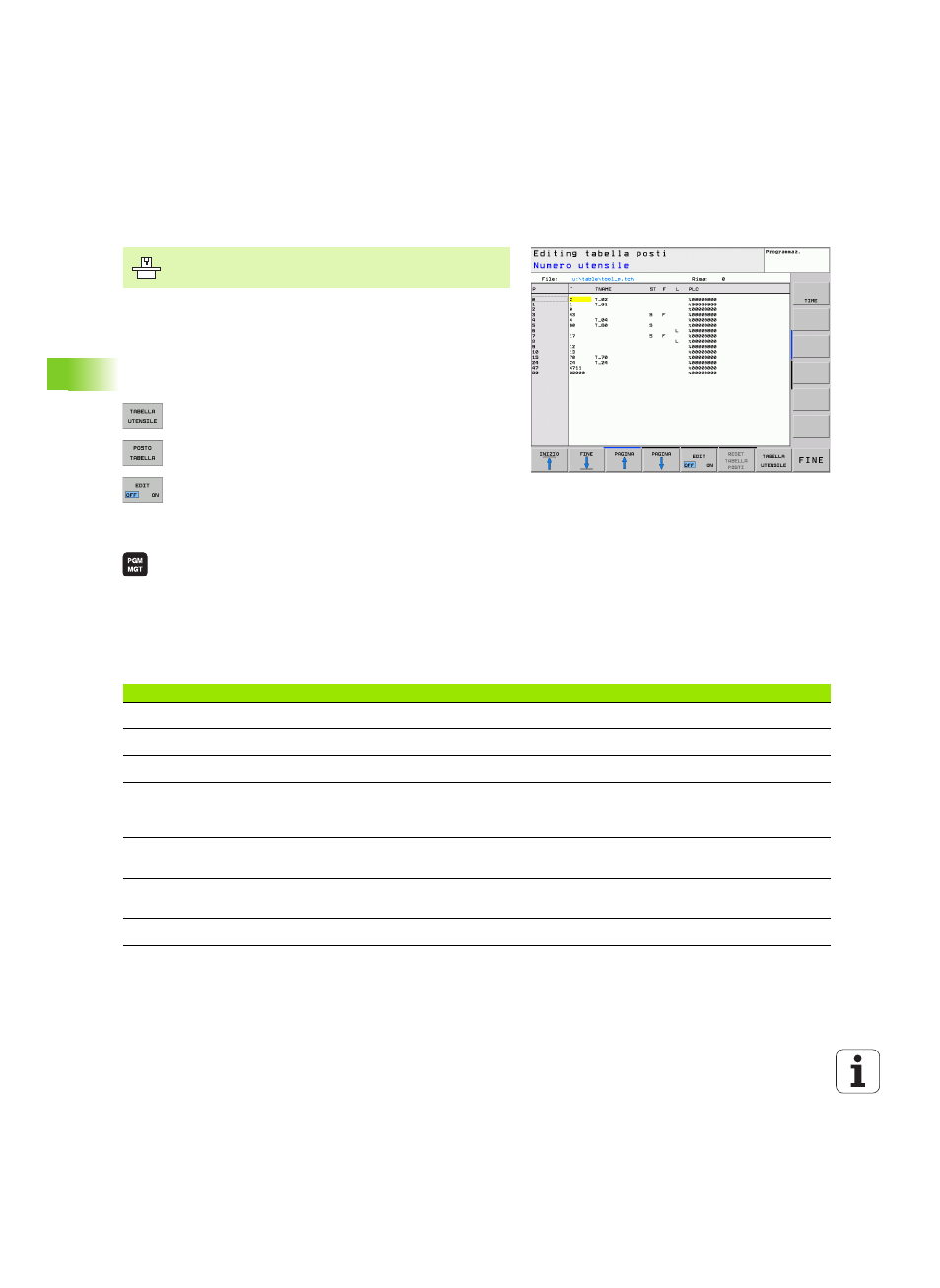
Editing Tabella posti in uno dei modi di esecuzione programma
8
Selezione della Tabella utensili: premere il softkey
TABELLA UTENSILI
8
Selezione della Tabella posti: premere il softkey
TABELLA POSTI
8
Impostare il softkey EDIT su ON
Selezione tabella posti nel modo operativo Memorizzazione/
Editing programma
8
Chiamata Gestione file dati
8
Visualizzazione dei tipi di file: premere il softkey
SELEZIONA TIPO
8
Visualizzazione di un file dati tipo .TCH : premere il
softkey TCH FILE (secondo livello softkey).
8
Selezionare un file o inserire un nuovo nome di file.
Confermare con il tasto ENT o con il softkey SELEZ.
Il costruttore adatta alla propria macchina le funzioni della
tabella posti. Consultare il Manuale della macchina!
Sigla
Inserimento
Dialogo
P
Numero posto dell'utensile nel magazzino utensili
–
T
Numero utensile
NUMERO UTENSILE ?
TNAME
Visualizzazione del nome utensile da TOOL.T
–
ST
L'utensile è un utensile speciale (ST: per Special T ool = ingl. utensile
speciale); se l'utensile speciale blocca dei posti prima e dopo il proprio,
bloccare i relativi posti nella colonna L (stato L)
UTENSILE SPECIALE ?
F
Riportare l'utensile sempre allo stesso posto magazzino (F: per Fixed = ingl.
fisso)
POSTO FISSO ? SI = ENT /
NO = NO ENT
L
Bloccare il posto (L: per Locked = ingl. bloccato, vedere anche colonna ST)
BLOCCO DEL POSTO SI = ENT
/ NO = NO ENT
PLC
Informazione relativa a questo posto utensile da trasmettere al PLC
STATO PLC ?