Traiettoria circolare cr con raggio prestabilito, Arco di cerchio c ingl.: c ircle, Arco di cerchio cr ingl.: c ircle by r adius – HEIDENHAIN TNC 320 (340 551-01) Manuale d'uso
Pagina 130: Traiettoria circolare con raggio determinato, 4 t raiet to ri e - coor dinat e car tesiane
130
6 Programmazione: Programmazione profili
6.4 T
raiet
to
ri
e - Coor
dinat
e car
tesiane
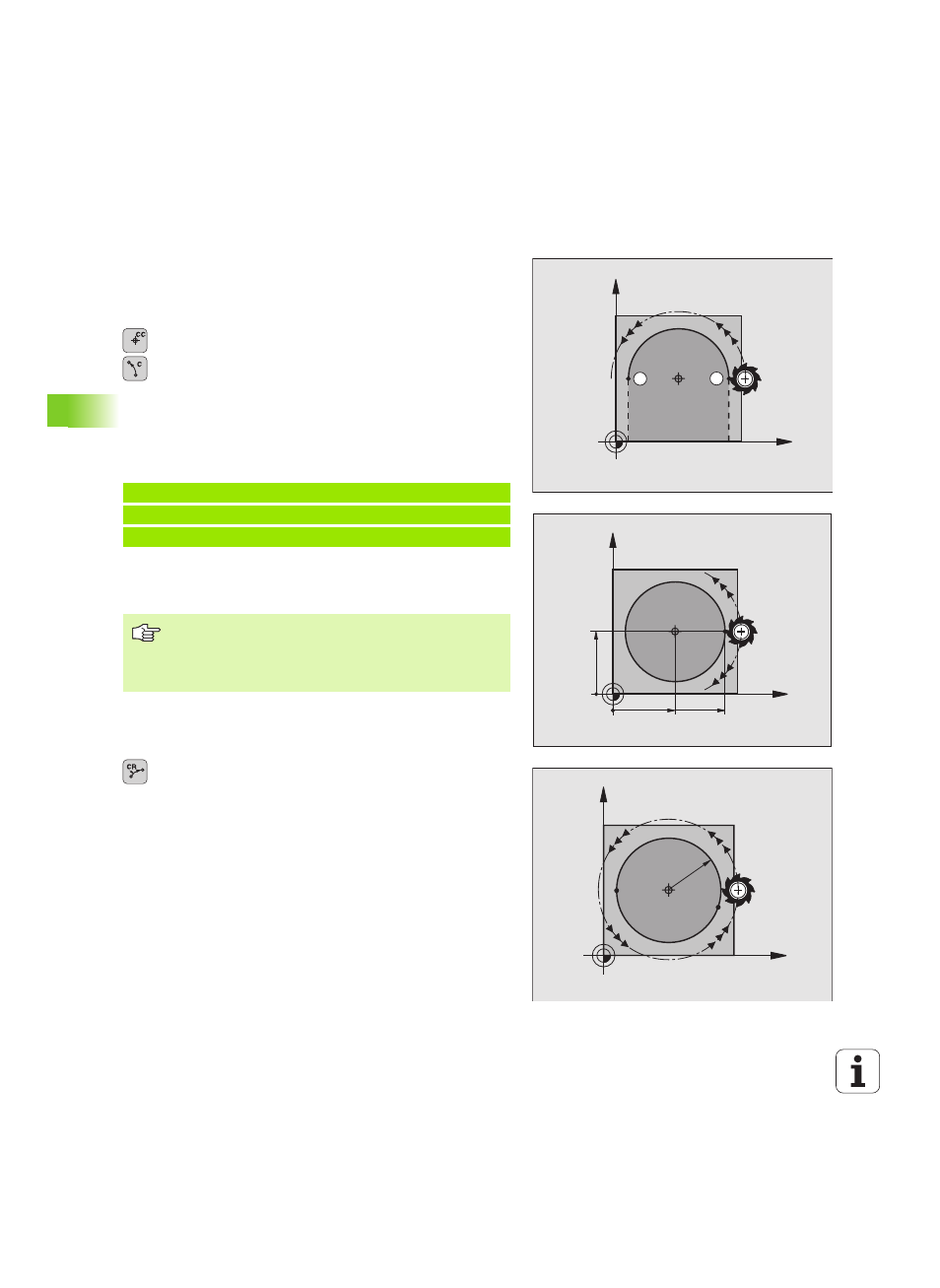
Traiettoria circolare C intorno al centro del
cerchio CC
Il centro del cerchio CC deve essere definito prima di programmare la
traiettoria circolare C. L’ultima posizione dell’utensile programmata
prima del blocco C è il punto di partenza della traiettoria circolare.
8
Portare l'utensile sul punto di partenza della traiettoria circolare.
8
Coordinate
del centro del cerchio
8
COORDINATE
del punto finale dell'arco di cerchio
8
Senso di rotazione DR
Ove necessario:
8
Avanzamento F
8
Funzione ausiliaria M
Esempi di blocchi NC
Cerchio pieno
Per il cerchio pieno occorre programmare per il punto finale le stesse
coordinate del punto di partenza.
Traiettoria circolare CR con raggio prestabilito
L'utensile si sposta su una traiettoria circolare avente il raggio R.
8
COORDINATE
del punto finale dell'arco di cerchio
8
Raggio R
Attenzione: il segno definisce la grandezza dell'arco di
cerchio!
8
Senso di rotazione DR
Attenzione: il segno definisce se la curvatura è
concava o convessa.
Ove necessario:
8
Funzione ausiliaria M
8
Avanzamento F
Cerchio pieno
Per un cerchio pieno programmare due blocchi CR consecutivi:
Il punto finale del primo semicerchio è contemporaneamente punto di
partenza del secondo semicerchio. Il punto finale del secondo
semicerchio è punto di partenza del primo.
5 CC X+25 Y+25
6 L X+45 Y+25 RR F200 M3
7 C X+45 Y+25 DR+
Il punto di partenza e il punto finale del movimento
circolare devono trovarsi sulla traiettoria circolare.
Tolleranza di scostamento: fino a 0,016 mm (definibile
tramite il parametro macchina „circleDeviation“)
S
E
X
Y
CC
X
Y
25
45
25
CC
DR+
DR–
X
Y
CC
S
1
=E
2
E
1
=S
2
R