Hypertherm Powermax45 Rev.1 Manuale d'uso
Pagina 71
FUNZIONAMENTO
powermax
45
Manuale di manutenzione
4-11
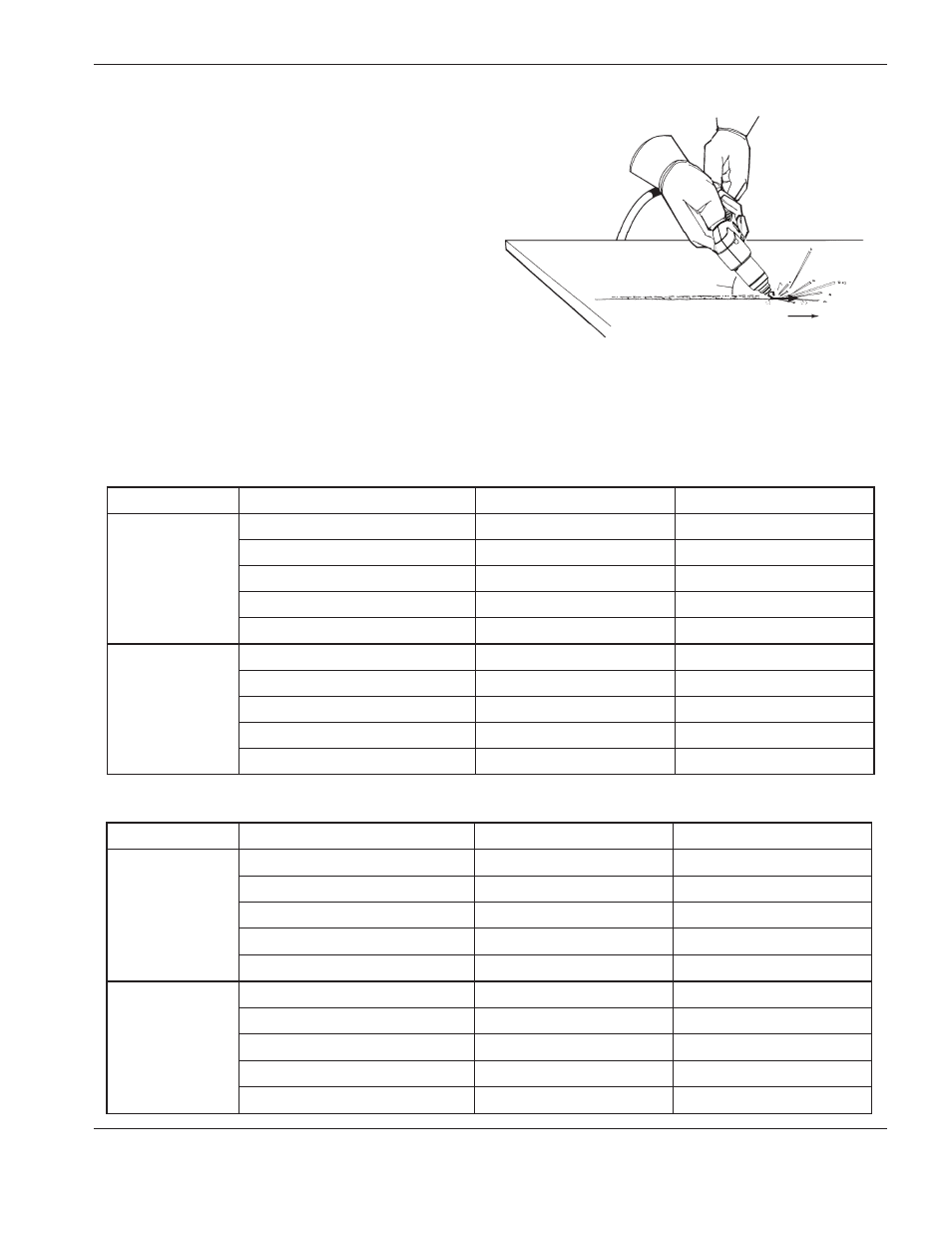
Direzione di spostamento
45°
Nota: Per una maggiore protezione della torcia per taglio manuale è disponibile una protezione
calore (codice articolo 220049).
3. Mantenere un angolo di circa 45° rispetto alla
lamiera mentre si esegue la scriccatura.
In altre parole, spingere l'arco plasma in direzione
della scriccatura che si desidera creare.
Mantenere una piccola distanza tra la punta della
torcia e il metallo fuso per evitare di ridurre la vita
utile dei consumabili o di danneggiare la torcia.
Se si modifica l'angolo della torcia, variano anche
le dimensioni della scriccatura.
È possibile variare la profondità della scriccatura variando l'angolo della torcia rispetto alla lamiera. Nelle seguenti tabelle
viene mostrato il profilo di scriccatura a 45° e a 60° sull'acciaio al carbonio e sull'acciaio inox.
Profilo di scriccatura dell'acciaio al carbonio
Angolo torcia
Velocità
Larghezza
Profondità
45°
254 mm/min
7,75 mm
1,05 mm
508 mm/min
6,50 mm
2,94 mm
762 mm/min
5,76 mm
1,87 mm
1016 mm/min
5,30 mm
1,31 mm
1270 mm/min
4,73 mm
1,03 mm
60°
254 mm/min
8,06 mm
4,18 mm
508 mm/min
6,15 mm
2,39 mm
762 mm/min
6,00 mm
1,39 mm
1016 mm/min
5,80 mm
1,21 mm
1270 mm/min
4,61 mm
0,73 mm
Angolo torcia
Velocità
Larghezza
Profondità
45°
254 mm/min
6,37 mm
3,05 mm
508 mm/min
5,74 mm
1,96 mm
762 mm/min
5,28 mm
1,09 mm
1016 mm/min
4,83 mm
1,73 mm
1270 mm/min
4,42 mm
1,47 mm
60°
254 mm/min
6,55 mm
5,92 mm
508 mm/min
6,42 mm
2,01 mm
762 mm/min
5,92 mm
1,45 mm
1016 mm/min
5,36 mm
1,10 mm
1270 mm/min
5,09 mm
0,82 mm
Profilo di scriccatura dell'acciaio inox