Montaggio della torcia 3-16 powermax – Hypertherm Powermax45 Rev.1 Manuale d'uso
Pagina 46
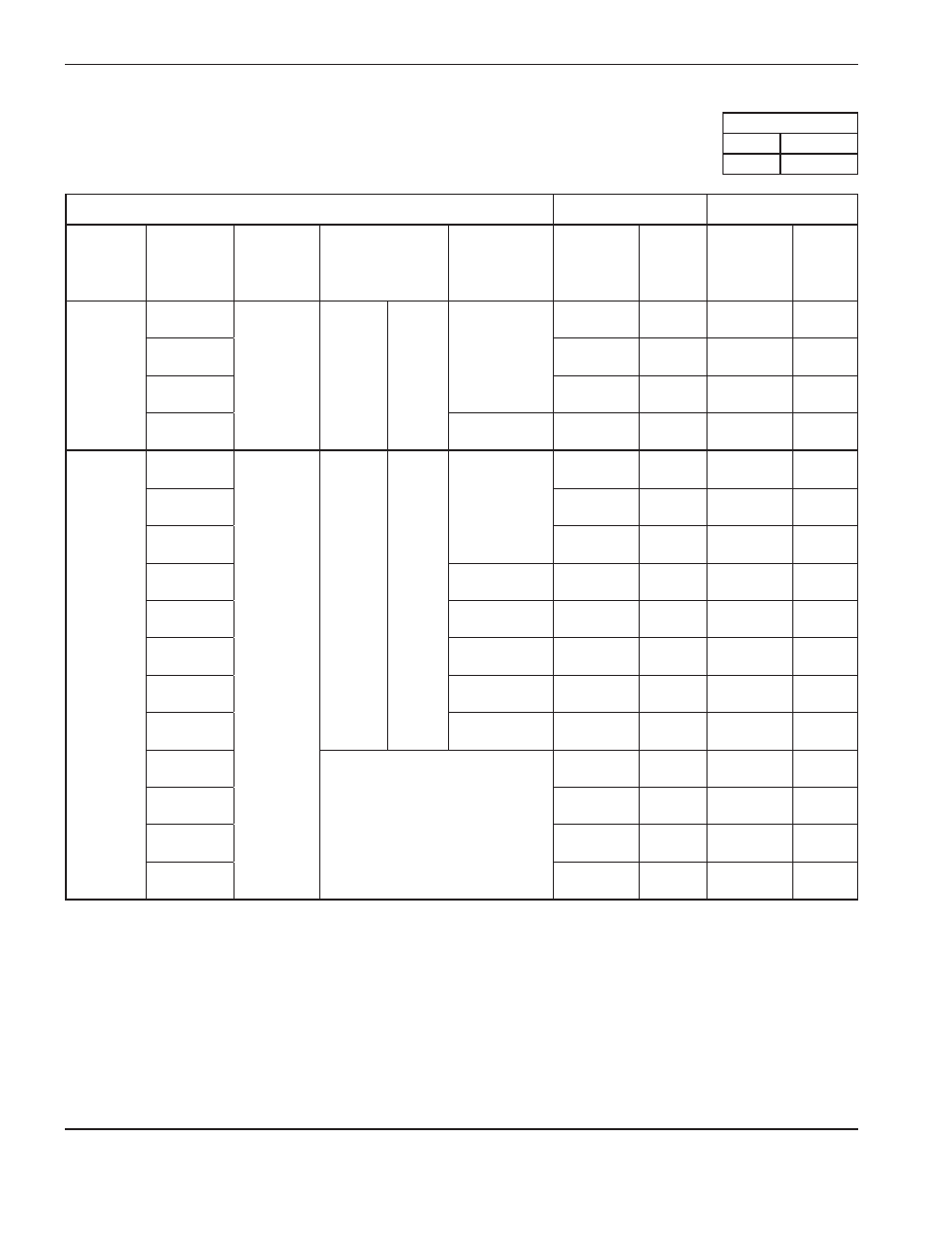
MONTAGGIO DELLA TORCIA
3-16
powermax
45
Manuale di manutenzione
Consigliati
Massima
Corrente
dell'arco
(A)
Spessore del
materiale
Distanza
tra torcia
e lamiera
(pollici)
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
(sec)
Velocità
di taglio
(pollici/min)
Tensione
(V)
Velocità
di taglio
(pollici/min)
Tensione
(V)
30
0.018 poll.
(26 Ga)
0.08
0.2 poll.
250%
0.0
360
118
400*
114
0.030 poll.
(22 Ga)
340
118
400*
116
0.036 poll.
(20 Ga)
320
117
400*
120
0.060 poll.
(16 Ga)
0.2
225
113
285
119
45
0.036 poll.
(20 Ga)
0.08
0.2 poll.
250%
0.0
380
118
400*
110
0.060 poll.
(16 Ga)
350
114
400*
113
0.075 poll.
(14 Ga)
240
114
300
114
0.105 poll.
(12 Ga)
0.3
175
116
220
114
0.135 poll.
(10 Ga)
0.4
135
118
170
116
0.188 poll.
(3/16 poll.)
0.4
85
118
110
116
0.250 poll.
(1/4 poll.)
0.5
60
118
75
118
0.375 poll.
(3/8 poll.)
0.7
32
120
40
118
0.500 poll.
(1/2 poll.)
Si consiglia di partire dal bordo
20
130
25
124
0.625 poll.
(5/8 poll.)
11
132
14
126
0.750 poll.
(3/4 poll.)
8
138
10
132
1.000 poll.
(1 poll.)
4
145
5
140
Consumabili non schermati T45m
Acciaio al carbonio
Sistema inglese
Portata aria (scfh)
Calda
320
Fredda
360
* La velocità massima di taglio è limitata dalla velocità massima del banco di prova (400 pollici/min).