Riposizionamento sul profilo, 5 esecuzione pr ogr amma – HEIDENHAIN TNC 320 (340 55x-03) Manuale d'uso
Pagina 464
464
11 Test ed esecuzione del programma
1
1
.5 Esecuzione pr
ogr
amma
Selezione del primo blocco del programma attuale per l’inizio della
lettura: inserire GOTO "0".
Selezione lettura blocchi: premere il softkey RIPOSIZ.
A BLOCCO N
LETTURA FINO A N
: inserire il numero N del blocco, nel
quale la lettura deve terminare
PROGRAMMA
: inserire il nome del programma, nel quale
si trova il blocco N
RIPETIZIONI
: inserire il numero delle ripetizioni da
considerare nella lettura blocchi, qualora il blocco N si
trovasse in una parte del programma da ripetere
Avviamento della lettura blocchi: premere il tasto di
START esterno
Avvicinamento al profilo (vedere il paragrafo
successivo)
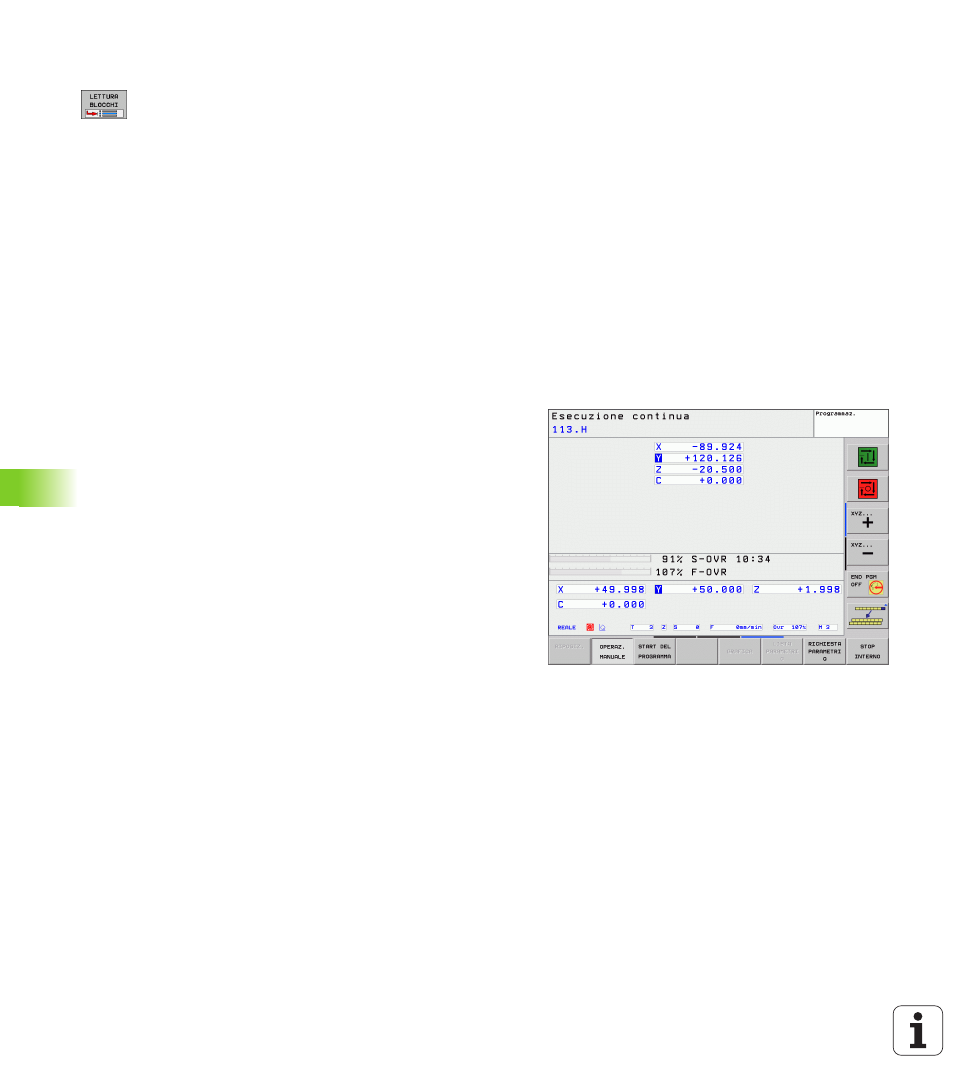
Riposizionamento sul profilo
Con la funzione RAGGIUNGERE POSIZIONE il TNC riposiziona
l'utensile sul profilo del pezzo in caso di:
riposizionamento dopo uno spostamento degli assi della macchina
durante un'interruzione non programmata con STOP INTERNO
riposizionamento dopo una lettura blocchi con RIPOSIZ. A BLOCCO
N, ad es. dopo un'interruzione con STOP INTERNO
selezione del riposizionamento sul profilo: selezionare il softkey
RAGGIUNGERE POSIZIONE
ripristinare eventualmente lo stato della macchina
spostamento degli assi nella sequenza proposta dal TNC sullo
schermo: azionare il tasto di START esterno oppure
spostamento degli assi con sequenza a piacere: premere i softkey
RIPOSIZ. X, RIPOSIZ. Z ecc. e confermare ogni volta con il tasto di
START esterno
premere il softkey START DEL PROGRAMMA
continuazione della lavorazione: premere il tasto di START esterno