Svuotamento (ciclo 22), Pag. 299, 5 cicli sl – HEIDENHAIN TNC 320 (340 55x-03) Manuale d'uso
Pagina 299
HEIDENHAIN TNC 320
299
8.5 Cicli SL
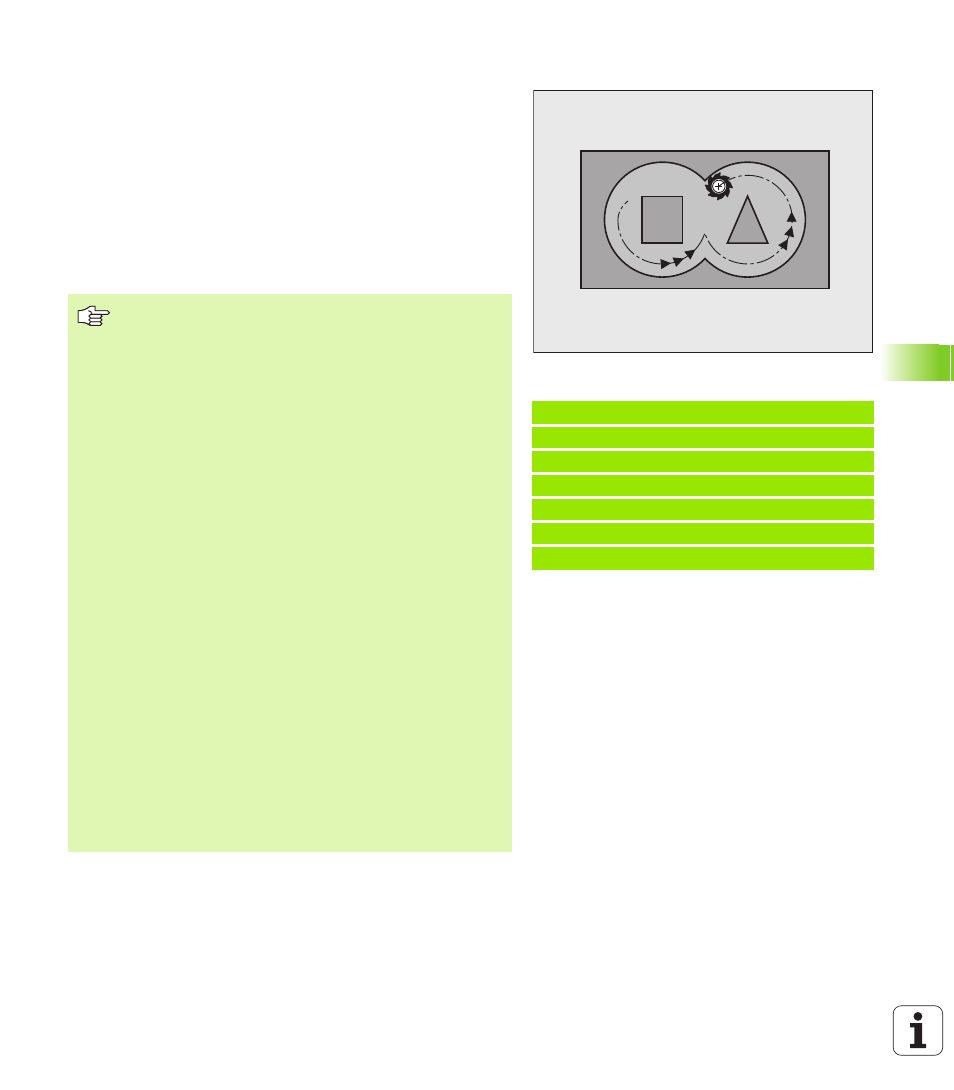
SVUOTAMENTO (ciclo 22)
1
Il TNC posiziona l'utensile sopra il punto di penetrazione, tenendo
conto del SOVRAMETALLO PER FINITURA LATERALE
2
Alla prima PROFONDITÀ DI ACCOSTAMENTO l'utensile fresa il
profilo dall'interno verso l'esterno con AVANZAMENTO DI
FRESATURA Q12
3
I profili delle isole (qui C/D) vengono contornati con l'avvicinamento
della fresa al profilo delle tasche (qui A/B)
4
Nel passo successivo, il TNC porta l'utensile alla successiva
profondità di accostamento e ripete l'operazione di svuotamento,
fino a quando viene raggiunta la profondità programmata
5
Alla fine il TNC riporta l'utensile all'altezza di sicurezza
Esempio: Blocchi NC
59 CYCL DEF 22 SVUOTAMENTO
Q10=+5
;PROF. INCREMENTO
Q11=100
;AVANZ. INCREMENTO
Q12=350
;AVANZAMENTO SVUOT.
Q18=1
;UTENS. SGROSSATURA
Q19=150
;AVANZ. PENDOL.
Q208=99999
;INVERS. AVANZAMENTO
Prima della programmazione
Utilizzare eventualmente una fresa con tagliente frontale a
taglio centrale (DIN 844) oppure effettuare una preforatura
con il ciclo 21.
La strategia di penetrazione del ciclo 22 viene definita con
il parametro Q19 e con le colonne ANGLE e LCUTS della
tabella utensili:
Se è definito Q19=0, il TNC penetra sempre in modo
perpendicolare, anche se per l'utensile attivo è definito
un angolo di penetrazione (ANGLE)
Se si definisce ANGLE=90°, il TNC penetra in modo
perpendicolare. Viene utilizzato come avanzamento di
penetrazione l'avanzamento di pendolamento Q19
Se l'avanzamento di pendolamento Q19 è definito nel
ciclo 22 e ANGLE è definito tra 0.1 e 89.999 nella tabella
utensili, il TNC penetra con pendolamento con il valore
ANGLE definito
Se l'avanzamento di pendolamento è definito nel ciclo
22 e nella tabella utensili non è definito alcun ANGLE, il
TNC emette un messaggio d'errore
Nei profili di tasca con angoli interni acuti, se si impiega un
fattore di sovrapposizione maggiore di 1 durante lo
svuotamento può rimanere del materiale residuo.
Verificare con la grafica di test specialmente la traiettoria
più interna e, se necessario, modificare leggermente il
fattore di sovrapposizione. In questo modi si può realizzare
una diversa ripartizione della passata, cosa che spesso
produce il risultato desiderato.
Durante la finitura il TNC non tiene conto di un valore di
usura definito DR dell'utensile di sgrossatura.