6 cicli di spianat u ra – HEIDENHAIN TNC 320 (340 55x-03) Manuale d'uso
Pagina 328
328
8 Programmazione: cicli
8.6 Cicli di spianat
u
ra
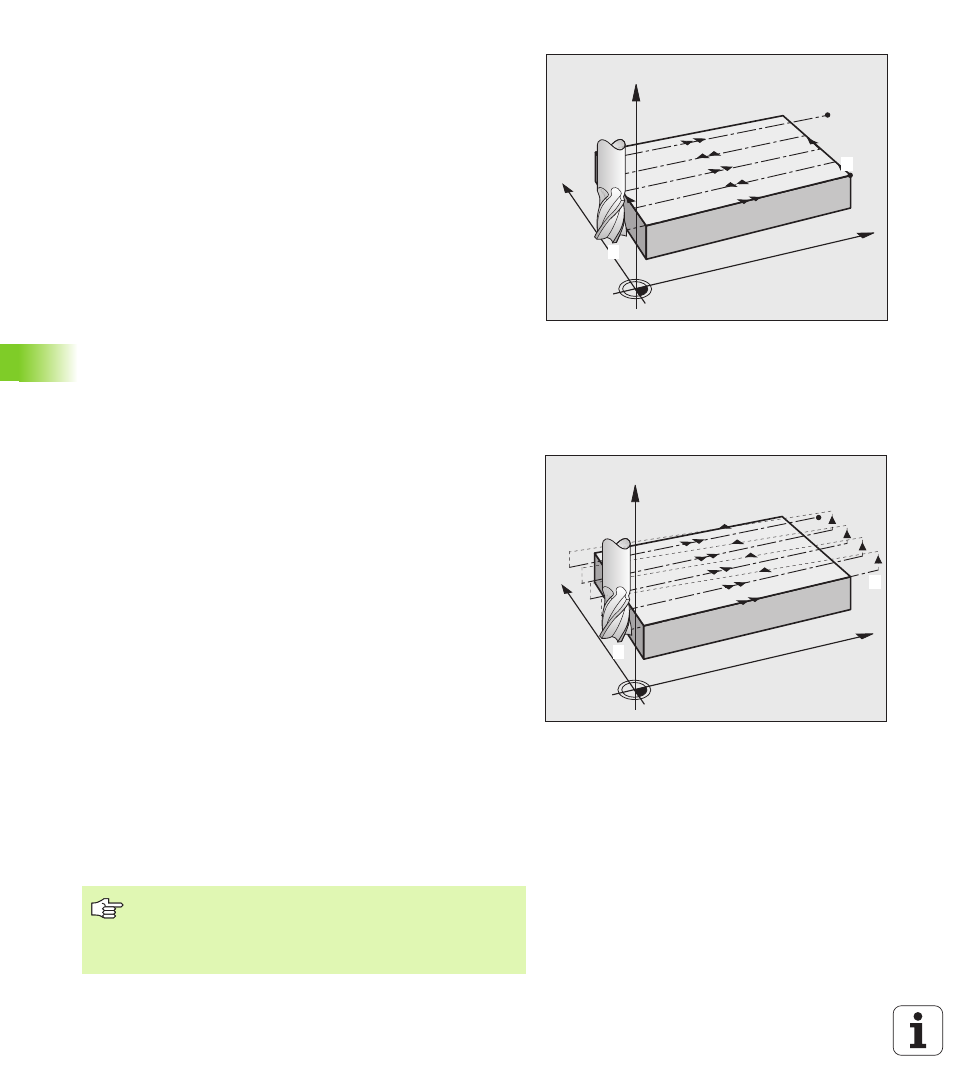
Strategia Q389=1
3
Successivamente l'utensile si porta, con l'avanzamento fresatura
programmato sul punto finale
2
. Il punto finale è situato all'interno
della superficie, il TNC lo calcola dal punto di partenza
programmato, dalla lunghezza programmata e dal raggio utensile
4
Il TNC sposta l'utensile con avanzamento di preposizionamento
trasversalmente al punto di partenza della riga successiva; il TNC
calcola lo spostamento dalla larghezza programmata, dal raggio
utensile e dal fattore massimo di sovrapposizione traiettorie
5
Successivamente l'utensile ritorna in direzione del punto di
partenza
1
. Lo spostamento sulla riga successiva avviene di nuovo
all'interno del pezzo
6
La procedura si ripete fino al completamento della superficie
programmata. Alla fine dell'ultima traiettoria viene eseguito
l'accostamento alla successiva profondità di lavorazione
7
Per evitare spostamenti a vuoto, la superficie viene poi lavorata in
sequenza inversa
8
La procedura si ripete fino a quando tutti gli accostamenti sono
stati eseguiti. Nell'ultimo accostamento, viene fresato soltanto il
sovrametallo per finitura inserito, con avanzamento di finitura
9
Alla fine il TNC riporta l'utensile in rapido FMAX alla 2ª DISTANZA
DI SICUREZZA
Strategia Q389=2
3
Successivamente l'utensile si porta con l'avanzamento fresatura
programmato sul punto finale
2
. Il punto finale è situato all'esterno
della superficie, il TNC lo calcola dal punto di partenza
programmato, dalla lunghezza programmata, dalla distanza di
sicurezza laterale programmata e dal raggio utensile
4
Il TNC sposta l'utensile nell'asse del mandrino alla distanza di
sicurezza sopra la profondità di accostamento attuale e lo riporta
con avanzamento di preposizionamento direttamente al punto di
partenza della riga successiva. Il TNC calcola lo spostamento dalla
larghezza programmata, dal raggio utensile e dal fattore massimo
di sovrapposizione traiettorie
5
Successivamente l'utensile si riporta alla profondità di
accostamento attuale e di nuovo in direzione del punto finale
2
6
La procedura si ripete fino al completamento della superficie
programmata. Alla fine dell'ultima traiettoria viene eseguito
l'accostamento alla successiva profondità di lavorazione
7
Per evitare spostamenti a vuoto, la superficie viene poi lavorata in
sequenza inversa
8
La procedura si ripete fino a quando tutti gli accostamenti sono
stati eseguiti. Nell'ultimo accostamento, viene fresato soltanto il
sovrametallo per finitura inserito, con avanzamento di finitura
9
Alla fine il TNC riporta l'utensile in rapido FMAX alla 2ª DISTANZA
DI SICUREZZA
X
Y
Z
1
2
X
Y
Z
1
2
Prima della programmazione
Inserire la 2° distanza di sicurezza Q204 in modo tale da
escludere qualsiasi collisione con il pezzo o i dispositivi di
serraggio.