HEIDENHAIN TNC 640 (34059x-05) ISO programming Manuale d'uso
Pagina 439
Funzione PLANE: rotazione del piano di lavoro (opzione #8) 12.2
12
TNC 640 | Manuale utente Programmazione DIN/ISO | 3/2015
439
Esempio di una macchina con tavola rotante C e tavola rotante
A. Funzione programmata:
PLANE SPATIAL SPA+0 SPB+45 SPC+0
Finecorsa
Posizione di partenza
SEQ
Posizione dell’asse
risultante
Nessuno
A+0, C+0
Non progr.
A+45, C+90
Nessuno
A+0, C+0
+
A+45, C+90
Nessuno
A+0, C+0
–
A–45, C–90
Nessuno
A+0, C-105
Non progr.
A–45, C–90
Nessuno
A+0, C-105
+
A+45, C+90
Nessuno
A+0, C-105
–
A–45, C–90
–90 < A < +10
A+0, C+0
Non progr.
A–45, C–90
–90 < A < +10
A+0, C+0
+
Messaggio di errore
Nessuno
A+0, C–135
+
A+45, C+90
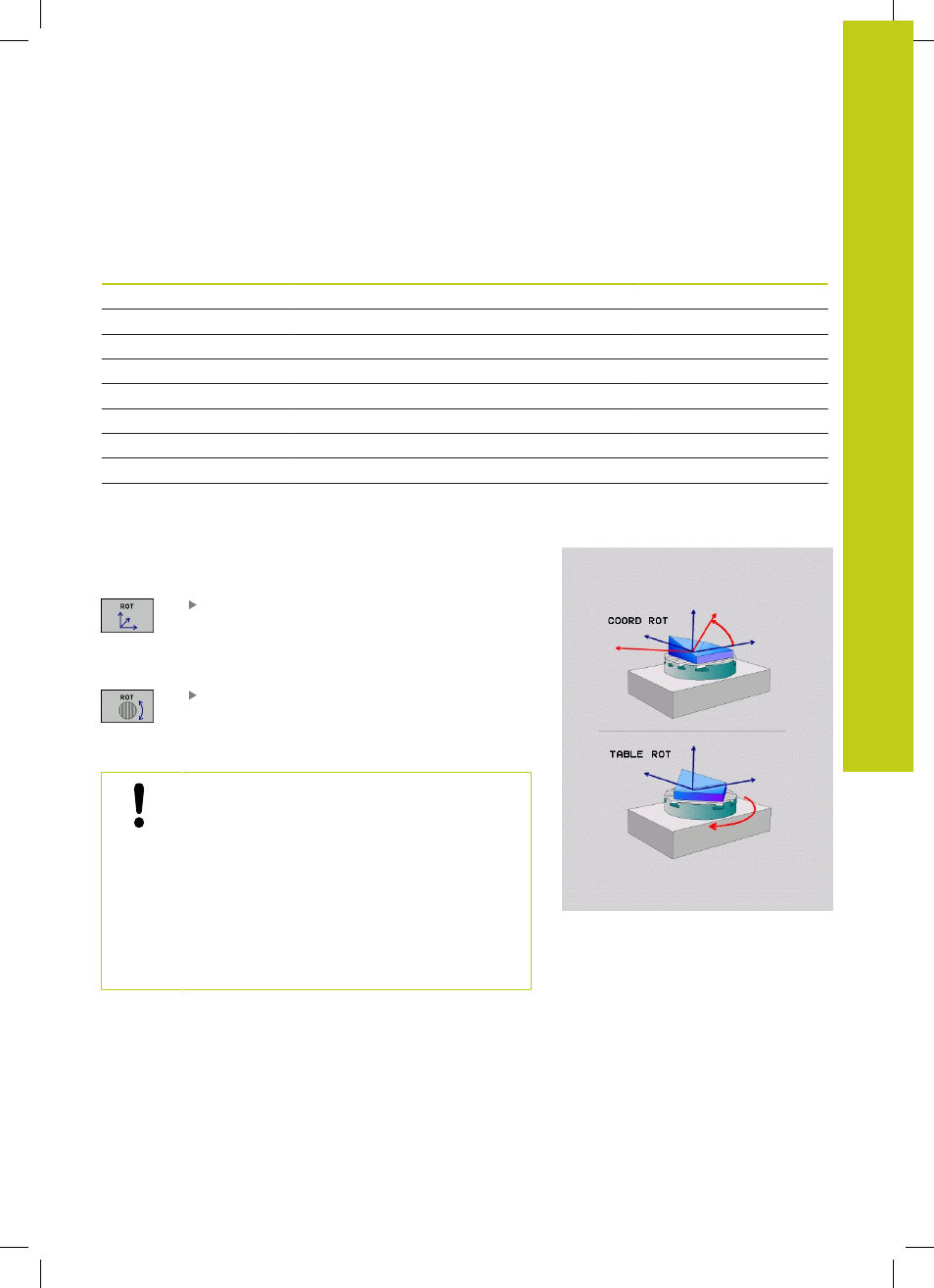
Selezione del tipo di conversione (immissione opzionale)
Per angoli di rotazione che ruotano il sistema di coordinate soltanto
intorno all'asse utensile, è disponibile una funzione con cui è
possibile definire il tipo di conversione:
COORD ROT stabilisce che la funzione PLANE
deve ruotare solo il sistema di coordinate
sull'angolo di rotazione definito. La compensazione
viene eseguita a livello di calcolo, l'asse rotativo
non si muove
TABLE ROT stabilisce che la funzione PLANE deve
posizionare gli assi rotativi sull'angolo di rotazione
definito. La compensazione avviene attraverso una
rotazione del pezzo
Se si impiega la funzione
PLANE AXIAL le funzioni
COORD ROT e TABLE ROT sono inattive.
COORD ROT è attivo soltanto se la rotazione viene
eseguita esclusivamente intorno all'asse utensile,
ad es.
SPC+45 con asse utensile Z. Non appena
è necessario un secondo asse di rotazione per la
realizzazione,
TABLE ROT è automaticamente attivo.
Se si impiega la funzione
TABLE ROT in collegamento
con una rotazione base e angolo di orientamento
0, il TNC orienta la tavola sull'angolo definito nella
rotazione base.