Scanalatura circolare (ciclo 254), Pag. 67, 67 t asc he, isole e sca nal atu re – HEIDENHAIN iTNC 530 (340 49x-03) Pilot Manuale d'uso
Pagina 67
67
T
asc
he,
isole
e sca
nal
atu
re
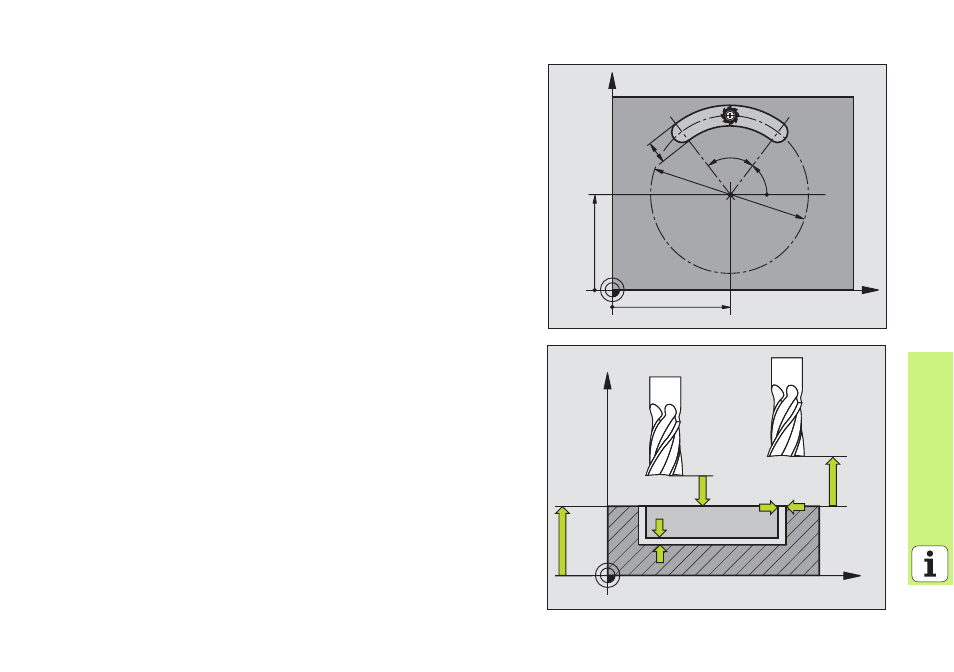
SCANALATURA CIRCOLARE (ciclo 254)
8
CYCL DEF: Selezionare il ciclo 254 SCANALATURA CIRCOLARE
8
Tipo di lavorazione (0/1/2): Q215
8
2. Lunghezza lato: Q219
8
Quota di finitura laterale: Q368
8
Diametro del cerchio primitivo: Q375
8
Posizione della scanalatura (0/1/2/3): Q367
8
Centro 1° asse: Q216
8
Centro 2° asse: Q217
8
Angolo di partenza: Q376
8
Angolo di apertura della scanalatura: Q248
8
Passo angolare: Q378
8
Numero di lavorazioni: Q377
8
Avanzamento di fresatura: Q207
8
Tipo di fresatura: Q351. concorde: +1, discorde: -1
8
Profondità: distanza tra la superficie del pezzo e il fondo della
scanalatura: Q201
8
Profondità di accostamento: Q202
8
Quota di finitura profondità: Q369
8
Avanzamento profondità: Q206
8
Accostamento finitura: Q338
8
Distanza di sicurezza: Q200
8
Coord. della superficie del pezzo: Q203
8
2. Distanza di sicurezza: Q204
8
Strategia di penetrazione: Q366. 0 = penetrazione perpendicolare,
1 = penetrazione elicoidale
8
Avanzamento finitura: Q385
X
Y
Q248
Q376
Q219
Q375
Q216
Q217
X
Z
Q200
Q204
Q203
Q369
Q368